─·Ą─«öŪ░╬╗ų├: ųąć°Õæē║ŠW > ┘YėŹųąą─ > š²╬─
─·Ą─«öŪ░╬╗ų├: ųąć°Õæē║ŠW > ┘YėŹųąą─ > š²╬─|
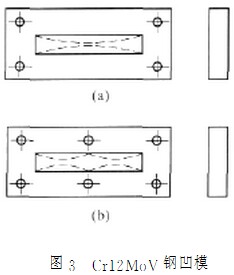
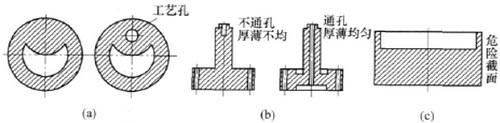
Ż©2Ż®▀m«öį÷╝ė╣ż╦ć┐ū ī”ė┌ėąą®īŹį┌¤oĘ©▒ŻūCĮž├µŠ∙ä“╝░ī”ĘQĄ──ŻŠ▀Ż¼æ¬į┌▓╗ė░Ēæ╩╣ė├ąį─▄Ą─Ū░╠ߎ┬Ż¼ūā▓╗═©┐ū×ķ═©┐ūŻ¼╗“š▀▀m«öį÷╝ėę╗ą®╣ż╦ć┐ūĪŻ łD3a╦∙╩Š×ķę╗ą═Ū╗¬MšŁĄ─░╝─ŻŻ¼┤Ń╗║¾Ģ■«a╔·╚ń╠ōŠĆ╦∙╩ŠĄ─ūāą╬ĪŻ╚ńįOėŗĢr─▄į÷╝ė2éĆ╣ż╦ć┐ūŻ©╚ńłD3b╦∙╩ŠŻ®Ż¼ät£pąĪ┴╦┤Ń╗▀^│╠ųąĮž├µĄ─£ž▓ŅŻ¼ĮĄĄ═┴╦¤ßæ¬┴”Ż¼╩╣ūāą╬Ūķørėą┴╦├„’@Ą─Ė─╔ŲĪŻ łD4╦∙╩Šę▓╩Ūį÷╝ė╣ż╦ć┐ū╗“ūā▓╗═©┐ū×ķ═©┐ūĄ─īŹ└²Ż¼┐╔£pąĪę“║±▒Ī▓╗Š∙Č°į÷┤¾Ą─ķ_┴č├¶ĖąąįĪŻ
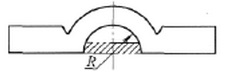
Ż©3Ż®▒M┐╔─▄▓╔ė├ĘŌķ]╝░ī”ĘQĮYśŗ ─ŻŠ▀ą╬ĀŅ×ķķ_┐┌╗“▓╗ī”ĘQĮYśŗĢrŻ¼┤Ń╗║¾æ¬┴”Ęų▓╝▓╗Š∙ä“Ż¼śOęūūāą╬ĪŻ╦∙ęįę╗░Ńęūūāą╬Ą─▓█ą╬─ŻŠ▀Ż¼æ¬▒M┴┐į┌┤Ń╗Ū░┴¶ĮŅŻ¼┤Ń╗║¾į┘Ūą│²Ż¼łD5╦∙╩ŠĄ─▓█ą╬╣ż╝■Ż¼įŁüĒ┤Ń╗║¾į┌R╠Ä░l╔·ūāą╬Ż¼Įø╝ėĮŅŻ©łD5ųąĻÄė░ŠĆ▓┐ĘųŻ®║¾Ż¼─▄ėąą¦ĄžĘ└ų╣┤Ń╗ūāą╬ĪŻ
|
 |
ųąć°Õæē║ŠW╣┘ĘĮ╬óą┼Ż║Æ▀ę╗Æ▀Ż¼┴ó╝┤ĻPūóŻĪ
ĻPūó"ųąć°Õæē║ŠW"Ż¼½@╚Ī¬Ü╝ęąąśIą┬┬ä┘YėŹĪŻ ╠Ē╝ėĘĮĘ©1Ż║ į┌Ī░╠Ē╝ė║├ėčĪ▒ųąų▒Įė╠Ē╝ė╬óą┼┘~╠¢Ż║chinaforge ╠Ē╝ėĘĮĘ©2Ż║ ╬óą┼ųąÆ▀├Ķū¾é╚Ą─Č■ŠS┤a |