─·Ą─«öŪ░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > š²╬─
─·Ą─«öŪ░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > š²╬─|
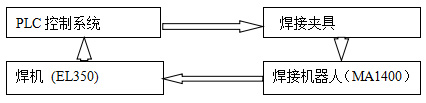
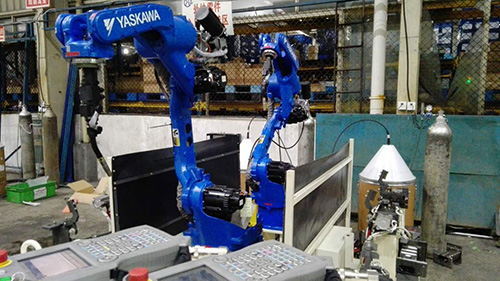
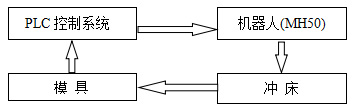
ūįäė╗»įOéõ┼õų├ŅÉą═ĮķĮB Äū─ĻüĒ╣½╦Š×ķ─▄╠ßĖ▀╔·«aą¦┬╩Ż¼┤¾┴”ę²▀Mą┬╝╝ągĪóą┬įOéõŻ¼╠žäe╩Ū░čÖCŲ„╚╦æ¬ė├į┌║ĖĮėĪó╝ż╣ŌŪąĖŅ║═ø_ē║╣ż╦ć╔ŽŻ¼└¹ė├PLC┐žųŲ╝╝ągīŹ¼F╔·«aĄ─ūįäė╗»Ż¼╠ßĖ▀┴╦╔·«aą¦┬╩Ż¼£p╔┘┴╦╚╦åT┼õų├Ż║ Ė∙ō■▓╗═¼Ą─ąĶę¬▀Mąą▓╗═¼Ą─┼õų├ŅÉą═ 1ĪóÖCŲ„╚╦╗Ī║Ė┼õų├Ż║ÖCŲ„╚╦▀xė├░▓┤©MA1400Ż¼║ĖÖC▀xė├EL350.×ķ─▄ØMūŃČÓ╣ż╬╗║ĖĮėĄ─ąĶ꬯¼╬ęéāįOėŗ┴╦PLC┐žųŲŽĄĮyüĒ┐žųŲÖCŲ„╚╦Īó║ĖÖCĪóŖAŠ▀Ą─ūįäė╗»║ĖĮė┐žųŲįŁ└ĒłDĪŻ
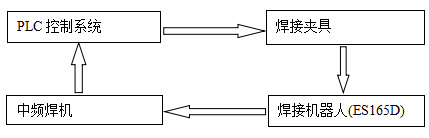
2ĪóÖCŲ„╚╦³c║Ė┼õų├Ż║ÖCŲ„╚╦▀xė├░▓┤©ES165DŻ¼║ĖÖC▀xė├ųąŅl³c║ĖÖCĪŻ×ķ─▄ØMūŃČÓ╣ż╬╗║ĖĮėĄ─ąĶ꬯¼╬ęéāįOėŗ┴╦PLC┐žųŲŽĄĮyüĒ┐žųŲÖCŲ„╚╦Īó║ĖÖCĪóŖAŠ▀Ą─ūįäė╗»║ĖĮė┐žųŲįŁ└ĒłDĪŻ
3ĪóÖCŲ„╚╦╝ż╣Ō┼õų├Ż║ÖCŲ„╚╦▀xė├Ę©ć°╩Ę╠š▒╚Ā¢RX160LŻ¼┼õ└ŁųŲŲ„CS8CŻ¼╝ż╣ŌŲ„┼õŻ║Ą┬ć°IPG-YLR-500W╣Ō└wŻ¼5ėó┤ńŪąĖŅŅ^║═äō┐Ųį┤┐žųŲŽĄĮy┐žųŲįŁ└ĒłD:
4ĪóÖCŲ„╚╦æ¬ė├ė┌ø_┤▓Ż║ė╔315TĪó250TĪó200TĪó200T╦─┼_ø_┤▓ĮM│╔Ą─ø_ē║ŠĆŻ¼6┼_MH50ÖCŲ„╚╦│ąō·ø_ē║╝■Ą─╣żą“ķg░ß▀\Ż¼ė╔PLC┐žųŲŽĄĮy▀Mąą│╠ą“┐žųŲŻ¼▀_ĄĮø_ē║ŠĆūįäė╗»Īó▀B└m╗»ø_ē║ĪŻ
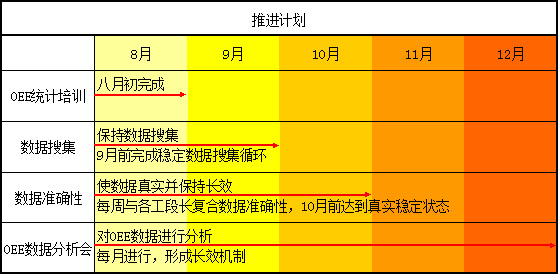
╚ń║╬╠ßĖ▀ūįäė╗»įOéõĄ─ą¦┬╩ į§śė▓┼─▄│õĘų╠ßĖ▀ūįäė╗»įOéõĄ─ą¦┬╩Ż¼╩ŪŲ¾śIį┌ę²▀M┴╦ūįäė╗»įOéõ╦∙├µ┼RĄ─╩ūę¬å¢Ņ}ĪŻ ę╗ĪóÅ─╣▄└Ēų°┴”═Ų▀Mūįäė╗»įOéõą¦┬╩╠ßĖ▀ ╬ęéāę²▀MTPM╚½åTĪó╚½╔·«aĪó╚½▀^│╠įOéõ╣▄└Ē─Ż╩ĮŻ¼═©▀^Įyėŗ║═ėŗ╦ŃįOéõą¦┬╩Ż©OEEŻ®ĘĮĘ©Ż¼üĒĘų╬÷Īó┐éĮYĪó╠ßĖ▀OEEŻ¼ 1Īóūįäė╗»įOéõĄ─Ż©0EEŻ®╝┤╩Ūūįäė╗»įOéõĄ─╚½├µįOéõą¦┬╩Ż¼Ųõ▒Š┘|Š═╩ŪįOéõžō║╔Ģrķgā╚īŹļH«a┴┐┼c└Ēšō«a┴┐Ą─▒╚ųĄĪŻ╩Ū¾w¼FįOéõą¦┬╩Ą─ųžę¬Ą─ģó┐╝öĄō■ĪŻėŗ╦Ń╣½╩ĮŻ║OEE= Ģrķgķ_äė┬╩Ī┴ąį─▄ķ_äė┬╩Ī┴║ŽĖ±ŲĘ┬╩Ī┴100%ĪŻ Ģrķgķ_äė┬╩ = ķ_äėĢrķg/žō║╔Ģrķg ąį─▄ķ_äė┬╩ = ā¶ķ_äė┬╩Ī┴╦┘Č╚ķ_äė┬╩ = ╝ė╣żöĄ┴┐Ī┴└Ēšō╝ė╣żų▄Ų┌/ķ_äėĢrķg ║ŽĖ±ŲĘ┬╩ = ║ŽĖ±ŲĘöĄ┴┐/ ╝ė╣żöĄ┴┐ 2Īó×ķ─▄┤_▒ŻĮyėŗöĄō■Ą─š²┤_Ż¼╩ūŽ╚│╔┴ó┴╦═Ų▀MąĪĮMŻ¼ųŲČ©┴╦═Ų▀MėŗäØŻ¼ęÄČ©Įyėŗś╦£╩Ż¼ųŲČ©┴╦Įyėŗ▒Ē╩ĮŻ¼╩╣OEEöĄō■Š▀ėąšµīŹąį║═┐╔▒╚ąįĪŻ
├┐ų▄Įyėŗšf├„śė▒Ē 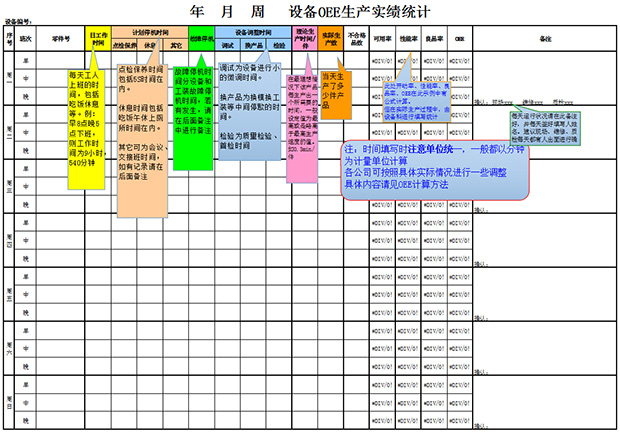
├┐ų▄Įyėŗėŗ╦Ń▒Ē 
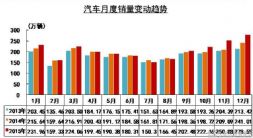
3Īó═©▀^ĮyėŗöĄō■▀MąąĘų╬÷Ż¼╩ūŽ╚Å─«a─▄╔Ž▀MąąĘų╬÷Ż¼┤_▒ŻūįäėŠĆĄ─«a─▄Ż¼Ųõ┤╬į┘Ęų╬÷įOéõ╣╩šŽ┬╩Īó«aŲĘĄ─║ŽĖ±ŲĘ┬╩Ż¼═©▀^Ęų╬÷ėąßśī”ąįĄ─▀MąąĖ─╔ŲŻ¼┤_▒ŻOEEĘĆČ©į┌▌^Ė▀Ą─╦«ŲĮ╔ŽĪŻ Č■ĪóÅ─╝╝ąg║═╣ż╦ć╔Žų°┴”═Ų▀Mūįäė╗»įOéõą¦┬╩╠ßĖ▀ 1Īóā×╗»ūįäėŠĆPLC┐žųŲ│╠ą“║═ÖCŲ„╚╦▀\äė▄ē█EŻ¼═©▀^ā×╗»╩╣š¹éĆø_ē║┴„│╠Ģrķg┐sČ╠5├ļŻ¼¼Fį┌╬ęéāūįäė╗»ųąø_ŠĆŲĮŠ∙5.5├ļ═Ļ│╔╦─ą“ø_ē║╝■Ą─Ž┬ŠĆŻ¼▀@śėŠ═╠ßĖ▀┴╦ą¦┬╩Ż¼ėų┤_▒Ż┴╦░▓╚½ĪŻ 2Īó─ŻŠ▀įOėŗ┐╝æ]ś╦£╩╗»Īó┐ņōQ╗»║═Č©╬╗╗∙£╩╗»Ż¼┐sČ╠╔ŽĪóŽ┬ł÷ĢrķgüĒ╠ßĖ▀ūįäė╗»įOéõĄ─ą¦┬╩ĪŻ 3Īó╝ėÅŖī”ūįäė╗»įOéõĄ─³cÖzŻ¼╩╣╣╩šŽ├ńŅ^╠ßŪ░░l¼FŻ¼╠ßŪ░┼┼│²Ż¼┐sČ╠ą▐└Ē║═ŠSūoĢrķgüĒ┤_▒Żūįäė╗»įOéõĄ─ą¦┬╩ĪŻ ╚²Īóą¦ęµĘų╬÷ ø_ē║ūįäė╗»║▄┤¾│╠Č╚Ą─╠ßĖ▀┴╦ä┌äė╔·«a┬╩Ż¼ĘĆČ©║═╠ßĖ▀┴╦«aŲĘ┘|┴┐Ż¼Ė─╔Ų┴╦ä┌äėŚl╝■Ż¼┐s£p┴╦╔·«aš╝Ąž├µĘeŻ¼ĮĄĄ═┴╦╔·«a│╔▒ŠŻ¼┐sČ╠┴╦╔·«aų▄Ų┌Ż¼▒ŻūC╔·«aŠ∙║ŌąįŻ¼ėą’@ų°Ą─ĮøØ·ą¦ęµĪŻ 2014─Ļą┬į÷«aųĄ5000╚fį¬Ż¼ą┬į÷õN╩█Ņ~5000╚fį¬Ż¼ą┬į÷└¹ØÖ500╚fį¬Ż¼2015─Ļą┬į÷«aųĄ3000╚fį¬Ż¼ą┬į÷õN╩█Ņ~3000╚fį¬Ż¼ą┬į÷└¹ØÖ300╚fį¬Ż¼2016─Ļą┬į÷«aųĄ5000╚fį¬Ż¼ą┬į÷õN╩█Ņ~5000╚fį¬Ż¼ą┬į÷└¹ØÖ500╚fį¬ĪŻ ¼Fį┌╚╦åTė╔įŁüĒ4╚╦£pĄĮ1╚╦Ż¼├┐─Ļ╩Ī╚ź╣ż╚╦╣ż┘Y30╚fį¬ĪŻ
|
 |
ųąć°Õæē║ŠW╣┘ĘĮ╬óą┼Ż║Æ▀ę╗Æ▀Ż¼┴ó╝┤ĻPūóŻĪ
ĻPūó"ųąć°Õæē║ŠW"Ż¼½@╚Ī¬Ü╝ęąąśIą┬┬ä┘YėŹĪŻ ╠Ē╝ėĘĮĘ©1Ż║ į┌Ī░╠Ē╝ė║├ėčĪ▒ųąų▒Įė╠Ē╝ė╬óą┼┘~╠¢Ż║chinaforge ╠Ē╝ėĘĮĘ©2Ż║ ╬óą┼ųąÆ▀├Ķū¾é╚Ą─Č■ŠS┤a |