─·Ą─«öŪ░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > š²╬─
─·Ą─«öŪ░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > š²╬─|
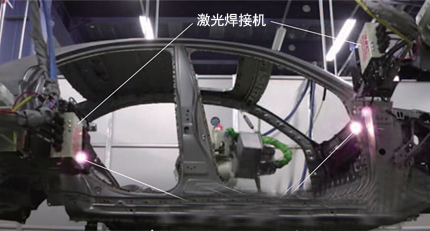
žS╠’ŽÓ└^Ž“╣żÅSī¦╚ļ┴╦ČÓĒŚĖ’ą┬ąįųŲįņ╝╝ągĪŻįō╣½╦Šęį2008─Ļ░l╔·Ą─└ū┬³╬ŻÖC×ķŲ§ÖCŻ¼ęįĮĄĄ═│╔▒Š║═╠ßĖ▀┘|┴┐×ķ─┐ś╦Ż¼┐ņ╦┘ķ_░l┴╦ČÓĒŚųŲįņ╝╝ągĪŻ ×ķ┴╦┐sČ╠▄ć╔Ē║ĖĮė╣żą“Ą─ų▄Ų┌Č°ķ_░lĄ─╝╝ąg╩ŪĪ░╝ż╣Ō┬▌ą²║ĖĮėĪ▒Ż©LSWŻ║LaserScrewWeldingŻ®Ż©łD1Ż®ĪŻžS╠’×ķ╠’įŁ╣żÅSĪóĄ╠╣żÅSĪóį¬Ņ«╣żÅSĪóžS╠’Š┼ų▌╣żÅSī¦╚ļ┴╦įō╝╝ągŻ¼▓óÅ─Ī░└ū┐╦╦_╦╣ISĪ▒ķ_╩╝═ŲÅVĪŻ
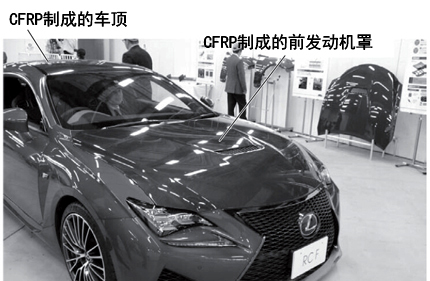
łD1 ╝ż╣Ō║ĖĮė╝╝ągĪ░╝ż╣Ō┬▌ą²║ĖĮėĪ▒ ║ĖĮė╦┘Č╚Ė▀▀_├┐║Ė³c0.3Ī½1.0├ļŻ¼┐╔┐sČ╠╣żą“ų▄Ų┌ĪŻ╠ßĖ▀┴╦║ĖĮė┘|┴┐ęį═Č╚ļīŹė├ĪŻ ─┐Ū░Ż¼▄ć╔Ē║ĖĮėĄ─ų„┴„╝╝ąg╩Ū³c║ĖĪŻĘĮĘ©╩Ūė├ļŖśOŖAų°õō░ÕŻ¼╚╗║¾═©╚ļļŖ┴„Ż¼└¹ė├┤╦Ģr«a╔·Ą─¤ß┴┐Ż©ļŖūĶ¤ßŻ®üĒ╚█╗»▓óĮė║Žõō░ÕĪŻ▀@ĘN╣ż╦ć┤µį┌Ą─šnŅ}╩Ū╦∙ąĶĢrķgķLŻ¼║ĖĮė╦┘Č╚×ķ├┐éĆ║Ė³c2.0Ī½2.5├ļĪŻ×ķ┴╦┐sČ╠║ĖĮėĢrķg║═╣żą“ų▄Ų┌Ż¼žS╠’▓╔ė├┴╦╝ż╣Ō║ĖĮėĘ©ĪŻ ╝ż╣Ō║ĖĮėĘ©Ą─║ĖĮė╦┘Č╚Ė▀▀_├┐éĆ║Ė³c0.3Ī½1.0├ļŻ¼▒╚³c║Ė┐ņā╔▒Čęį╔ŽĪŻ▀@╩Ūę“×ķÅ─ę╗éĆ║Ė³cĄĮŽ┬ę╗éĆ║Ė³cĄ─ęŲäė╦┘Č╚║▄┐ņĪŻ╝ż╣Ō║ĖĮė╩Ū└¹ė├═ĖńRŠ█╣Ō«a╔·Ą─¤ß┴┐üĒ╚█╚┌▓ó║ĖĮėõō░ÕĄ─ĘĮĘ©ĪŻ═©▀^┐žųŲ═ĖńRŻ¼┐╔╩╣╝ż╣Ō┐ņ╦┘ęŲäėų┴║Ė³cŻ¼ę“┤╦─▄ē“īŹ¼FĖ▀╦┘║ĖĮėĪŻ Ųš═©Ą─╝ż╣Ō║ĖĮė┤µį┌┘|┴┐▓╗ĘĆČ©Ą─å¢Ņ}Ż¼▒╚╚ńõō░ÕĄ─║Ė┐p╚▌ęū¤²┤®╗“š▀│÷¼F┐ūČ┤Ż¼Ą½žS╠’┐╦Ę■┴╦▀@ę╗ļyŅ}ĪŻ▓╗▀^Ż¼įō╣½╦Š▓ó╬┤╣½ķ_╝╝ągįöŪķĪŻ ą┬Ą─╝ż╣Ō║ĖĮėÖC┼c³c║ĖÖCę╗śėŻ¼░▓čbį┌╣żśIė├ÖCŲ„▒█Ą─ĒöČ╦üĒ╩╣ė├ĪŻ▓╗▀^Ż¼ė╔ė┌├┐┼_ÖCŲ„╚╦Ą─║ĖĮė┤“³cöĄĖ³ČÓŻ¼ę“┤╦ąĶꬥ─ÖCŲ„╚╦öĄ┴┐Ė³╔┘ĪŻūŅĮKŻ¼│╔╣”└¹ė├╝ż╣Ō┬▌ą²║ĖĮė┐sČ╠┴╦║ĖĮė╣żą“Ą─ų▄Ų┌ĪŻ õō▓─║═õX║ŽĮŠ∙▓╔ė├╝ż╣Ō║Ė ×ķ┴╦ūīą┬ķ_░lĄ─╝ż╣Ō║ĖĮė╝╝ąg▓╗āH─▄ė├ė┌õō▓─Ż¼▀Ć─▄ė├ė┌õX║ŽĮŻ¼žS╠’š²į┌┼¼┴”═Ų▀Mķ_░lĪŻ╚ń╣¹ā╔ĘN▓─┴Ž─▄ē“╩╣ė├ŽÓ═¼Ą─║ĖĮėÖCŻ¼Š═─▄╣Ø╩Īę╗Śl║ĖĮė╔·«aŠĆĪŻČ°ŪęŻ¼ė╔ė┌─▄ē“Ė▀╦┘║ĖĮėŻ¼ę“┤╦▀Ć─▄śŗĮ©Ū░╦∙╬┤ėąĄ─ąĪą═║ĖĮė╔·«aŠĆĪŻė╔┤╦▒Ńėą═¹╩╣įOéõ═Č┘YŅ~ĮĄų┴1/2ęįŽ┬ĪŻ─┐Ū░Ż¼žS╠’╩╣ė├³c║ĖĘĮ╩ĮüĒ║ĖĮėõō▓─Ż¼╩╣ė├─”▓┴öć░Ķ║ĖĮėĘĮ╩ĮüĒ║ĖĮėõX║ŽĮĪŻė╔ė┌╣ż╦ć▓╗═¼Ż¼ę“┤╦▒žĒÜįOų├▓╗═¼Ą─║ĖĮėįOéõĪŻ ▓╗▀^Ż¼╝ż╣Ō║ĖĮėę▓┤µį┌šnŅ}Ż¼─ŪŠ═╩ŪõX║ŽĮ╚▌ęūöÓ┴čĪŻį┌║ĖĮėų«║¾▀Mąą└õģs─²╣╠ĢrŻ¼õX║ŽĮĄ─╩š┐sĘ∙Č╚┤¾ė┌õō▓─Ż¼ę“┤╦¤oĘ©į┌┼cõō▓─ŽÓ═¼Ą─║ĖĮėŚl╝■Ž┬Ż¼╩╣ė├╝ż╣Ō║ĖĮėĘĮ╩ĮüĒ║ĖĮėõX║ŽĮĪŻžS╠’═©▀^Ė─▀M£žČ╚┐žųŲŻ¼ęųųŲ┴╦õX║ŽĮöÓ┴čĪŻō■ĮķĮBŻ¼─┐Ū░▀@ĒŚ╝╝ągęčėą├╝─┐Ż¼æ¬ė├ė┌▄ć╔ĒĄ─ĢrķgęčĮø▓╗▀h┴╦ĪŻ CFRP├µ░ÕĄ─│╔ą═ ├µŽ“╠╝└wŠSį÷ÅŖśõų¼╗∙Å═║Ž▓─┴ŽųŲ│╔Ą─Ū░░läėÖCšų╝░▄ćĒöĄ╚Ż¼žS╠’ķ_░l┴╦┐╔┐sČ╠ų▄Ų┌ĢrķgĄ─│╔ą═Ę©ĪŻį┌╔õ│÷śõų¼ĢrŻ¼═©▀^į┌─ŻŠ▀╔į╬ó┤“ķ_Č°▓╗╩Ū═Ļ╚½ķ]║ŽĄ─ĀŅæBŽ┬╔õ│÷Ż¼ęį┐sČ╠╝ė╣żĢrķgĪŻĪ░└ū┐╦╦_╦╣RCF CarbonPackageĪ▒▓╔ė├ą┬│╔ą═Ę©ų«║¾Ż¼├┐ēKŪ░░läėÖCšųĄ─ų▄Ų┌Ģrķg┐sČ╠ĄĮ┴╦10ĘųńŖū¾ėꯩłD2Ż®ĪŻČ°2010─Ļ╔Ž╩ąĄ─Ī░└ū┐╦╦_╦╣LFAĪ▒Ą─Ū░░läėÖCšųĄ─ų▄Ų┌ĢrķgätķL▀_1ąĪĢrū¾ėęĪŻ┴Ē═ŌŻ¼▓╔ė├ą┬│╔ą═Ę©║¾Ż¼┐╔īóø_ē║ÖCė╔║Ž─Ż┴”×ķ3000tfŻ©╝s29.4MNŻ®Ą─ÖCą═Ė─×ķ1000tfŻ©╝s9.8MNŻ®Ą─ąĪą═«aŲĘŻ¼ę“┤╦▀Ć┐╔ĮĄĄ═įOéõ═Č┘YŅ~ĪŻ
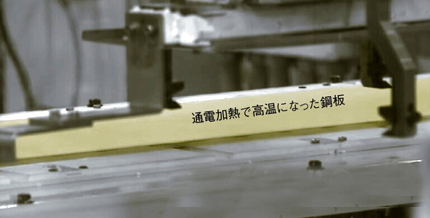
łD2 Ī░└ū┐╦╦_╦╣RCF Carbon PackageĪ▒ Ū░░läėÖCšų║═▄ćĒöęįCFRP│╔ą═ĪŻ├┐ēKŪ░░läėÖCšųĄ─ų▄Ų┌Ģrķg×ķ10ĘųńŖū¾ėęŻ¼▀h▀hĄ═ė┌ęįŪ░Ą─╝s1ąĪĢrĪŻ ═Ōé╚╩╣ė├śõų¼é„▀f│╔ą═╝╝ągŻ©RTMŻ¼ResinTransferMoldingŻ®ĪŻŠ▀¾wĘĮĘ©╩ŪŻ¼Ž╚ŪąĖŅ╠╝└wŠS╗∙▓─Ż¼īóŲõĘ┼╚ļ╝ė¤ßų┴90Ī½150ĪµĄ──ŻŠ▀ųąŻ¼į┌─ŻŠ▀£žČ╚×ķ150ĪµĄ─ĀŅæBŽ┬ų▒Įėūó╚ļśõų¼Ż¼╚╗║¾ūīśõų¼─²╣╠Ż¼Ą╚Ųõ─²╣╠ų«║¾į┘īó─ŻŠ▀£žČ╚ė╔150ĪµĮĄų┴20ĪµŻ¼▀Mąą├ō─Ż└õģsĪŻ ā╚é╚ät╩╣ė├Ų¼▓─ø_ē║│╔ą═╝╝ągĪŻīóķLČ╚▓╗═¼Ą─╠╝└wŠSŻ©ķL└wŠSŻ®║═śõų¼Ų¼▓─Ę┼╚ļ─ŻŠ▀Ż¼īó─ŻŠ▀£žČ╚╠ßĖ▀ų┴150ĪµŻ¼ę╗▀ģūīśõų¼╚┌╗»ę╗▀ģ▀Mąąø_ē║Ż¼╩╣╚█╚┌śõų¼┴„▒ķ─ŻŠ▀Ą─╦∙ėąģ^ė“ĪŻ╚╗║¾Ż¼┤²śõų¼─²╣╠║¾Ż¼īó£žČ╚ė╔150ĪµĮĄų┴20ĪµŻ¼▀Mąą├ō─Ż└õģsĪŻā╚é╚Ą─▓┐╝■öĄ┴┐ę▓ė╔7éĆ£p╔┘ĄĮ┴╦4éĆĪŻ ļŖ╝ė¤ß╗ėĪĄ─å╬╝■╔·«a žS╠’Ą─ļŖ╝ė¤ß╗ėĪŻ©Hot StampŻ®╝╝ąg└¹ė├┐╔╝µŅÖõō░Õ│╔ą═ąį║═Ė▀ÅŖČ╚Ą─╗ėĪĘĮ╩ĮŻ¼īŹ¼F┴╦ųéĆųŲįņ▓┐╝■Ą─Ī░å╬╝■╔·«aĪ▒Ż©łD3Ż®ĪŻŽ╚ī”õō░Õ╝ė¤ßŻ¼╩╣Ųõūā▄øų«║¾į┘▀Mąąø_ē║│╔ą═Ż¼╚╗║¾└¹ė├┼c─ŻŠ▀Įėė|╦∙«a╔·Ą─└õģsą¦╣¹▓ó┤Ń╗Ż¼ė╔┤╦╝ė╣ż▓┐╝■ĪŻė╔┤╦┐╔ųŲįņ│÷│▀┤ńŠ½Č╚│÷╔½Ą─▌p┴┐╗»▓┐╝■ĪŻ
łD3 ▓╔ė├ļŖ╝ė¤ß╗ėĪ╝╝ągī”õō░Õ╝ė¤ß └¹ė├õō░Õ═©╚ļļŖ┴„║¾«a╔·Ą─Į╣Č·¤ßŻ¼ųę╗×ķõō░Õ╝ė¤ßĪŻ╩╣╝ė¤ßūā▄øĄ─õō░Õ│╔ą═║¾Ż¼į┌─ŻŠ▀ā╚└õģs▓ó▀Mąą┤Ń╗Ż¼ęį╠ßĖ▀└Ł╔ņÅŖČ╚ĪŻ ▀@ĒŚ╝╝ągĄ─╠ž³c╩Ū╩╣ė├ļŖ╝ė¤ßŲ„üĒ╝ė¤ßõō░ÕĪŻ└¹ė├õō░Õ═©╚ļų▒┴„ļŖ║¾«a╔·Ą─Į╣Č·¤ßŻ¼ųę╗╝ė¤ßõō░ÕĪŻ▀@śė┐╔īó╝ė¤ßĢrķg┐sČ╠ĄĮ┴╦10Ī½20├ļŻ©▓╗ĄĮįŁüĒĄ─1/20Ż®Ż¼Å─Č°īŹ¼F┴╦ąĪą═╔·«aŠĆĪŻŠ▀¾wüĒšfŻ¼ė├ļŖ╝ė¤ßŲ„īó└Ł╔ņÅŖČ╚×ķ590MPaĄ─õō░Õ╝ė¤ßų┴╝s900ĪµŻ¼▓ó▀Mąąø_ē║│╔ą═Ż¼╚╗║¾į┌─ŻŠ▀ā╚└õģsŻ¼╩╣ÅŖČ╚╠ßĖ▀ų┴1470MPaĪŻįOéõķLČ╚×ķ2mŻ¼ų╗ėąįŁüĒĄ─╗ėĪįOéõĄ─1/10ĪŻįō╝╝ąg┐╔╩╣įOéõ═Č┘YŅ~£p╔┘30ŻźĪŻ ęįŪ░Ą─╗ėĪ╝╝ąg╩╣ė├ÜŌĀtüĒ╝ė¤ßõō░ÕŻ¼├┐┤╬╠Ä└Ē5Ī½20ēKõō░ÕĪŻ╝ė¤ßĀtķLČ╚×ķ20mŻ¼╝ė¤ßĢrķgķL▀_4Ī½6ĘųńŖĪŻ ąĪą══┐čb╔·«aŠĆ ąĪą══┐čb╔·«aŠĆ╩Ū╩╣ćŖ═┐īÆČ╚Ż©ćŖ╩°łDą╬Ż®┐╔ūāČ°īŹ¼FĄ─ĪŻš²╚ńģ^Ęų╩╣ė├┤ų╣P║═╝Ü╣PüĒ═┐╔½Ą─Ī░ŠĆŚl«ŗĪ▒ę╗śėŻ¼╩ūŽ╚ė├▌^╝ÜĄ─ćŖ╩°łDą╬╝Ü├▄Ąž═┐čb▀ģŠē▓┐ĘųŻ¼╚╗║¾ęį▌^┤ųĄ─ćŖ╩°łDą╬Ė▀ą¦═┐Ė▓ųąķg▓┐ĘųĪŻįō╝╝ąg┐╔īó═┐čbÖCŲ„╚╦Ą─öĄ┴┐ė╔įŁüĒĄ─╦─┼_£p╔┘ĄĮā╔┼_ĪŻęįŪ░Ą─═┐čb╔·«aŠĆ╩╣ė├Ą─Č╝╩Ū▓╗─▄š{š¹īÆČ╚Ą─ćŖ╩°łDą╬Ż¼═┐čb▌^ąĪĄ─╬╗ų├ĢrŻ¼Ģ■ī¦ų┬║▄ČÓ═┐┴Ž¤oĘ©ĖĮų°ĄĮ╣ż╝■╔ŽĪŻ ×ķ┴╦╩╣ą┬═┐čb╔·«aŠĆĖ³ąĪŻ¼žS╠’▀Ćķ_░l│÷┴╦ę╗ĘNąĪą═čbų├Ż¼╩╣ė├ą²┴„Ą─ļxą─┴”üĒ╗ž╩š╬┤ĖĮų°ĄĮ╣ż╝■╔ŽĄ─═┐┴ŽĪŻ▀@ĒŚ╝╝ąg╩╣╣żą“ų▄Ų┌▒╚įŁüĒ┐sČ╠┴╦20ŻźŻ¼įOéõ¾wĘe┐sąĪ┴╦40ŻźĪŻįOéõ═Č┘YŅ~ę▓£p╔┘┴╦40ŻźĪŻįō╣½╦ŠėŗäØÅ─2015─ĻŽ─╝Šķ_╩╝į┌╔·«aĪ░ŲšõJ╦╣Ī▒Ą─Ą╠╣żÅS╩╣ė├ą┬Ą─═┐čb╔·«aŠĆĪŻ ųę╗╔·«aāx▒Ē░Õ├╔Ųż ╩╣āx▒Ē░ÕīŹ¼Få╬╝■╔·«aĄ─╩ŪSimpleSlim╠┬╦▄│╔ą═ÖCĪŻāx▒Ē░Õ├╔Ųż▓╔ė├Ę█─®╠┬╦▄│╔ą═╝╝ągüĒųŲįņĪŻįō╝╝ąg╩Ūį┌╝ė¤ß║¾Ą──ŻŠ▀ųąĘ┼╚ļĘ█─®ĀŅśõų¼Ż¼į┌¤ßĄ─ū„ė├Ž┬╩╣▒Ī▒ĪĄ─ę╗īėśõų¼─²╣╠ĪŻ▀@śė└õģsų«║¾Ż¼Š═─▄½@Ą├├╔ŲżĀŅ│╔ą═ŲĘŻ©āx▒Ē░Õ├╔ŲżŻ®ĪŻ ęįŪ░Ą─Ę█─®╠┬╦▄│╔ą═ÖC╩╣ė├š²├µįOėą╝ė¤ßģ^Īóū¾▀ģįOėą│╔ą═ģ^Īóėę▀ģįOėą└õģsģ^Ą─┤¾ą═įOéõŻ¼īó║▄ČÓāx▒Ē░Õ├╔Ųż╝»ųąį┌ę╗Ų▀Mąąę╗┤╬╔·«aĪŻČ°ą┬Ą─Ę█─®╠┬╦▄│╔ą═ÖCį┌ę╗éĆĄžĘĮ▀Mąą╝ė¤ßĪó│╔ą═║═└õģsŻ¼▓óī”āx▒Ē░Õ├╔Ųżųę╗│╔ą═ĪŻ Š▀¾wĘĮĘ©╩ŪŻ¼į┌ī”─ŻŠ▀╝ė¤ßĄ─═¼ĢrŻ¼╩╣Ųõ┼cįŁ┴Ž╣▐ę╗═¼ą²▐DüĒ│╔ą═ĪŻ╝ė¤ßĢr╩╣ė├╝t═ŌŠĆ╝ė¤ßŲ„Ż¼▓óį┌▒žę¬Ģrų╗╝ė¤ßŽÓĻP╬╗ų├ĪŻ▀@śė┐╔╩╣│╔ą═£žČ╚▒╚įŁüĒĮĄĄ═20ĪµĪŻ└õģs▓╔ė├▀Mę╗▓Įą²▐D─ŻŠ▀▓óÅ─║¾ĘĮćŖ╦«Ą─ĘĮĘ©Ż¼īŹ¼F┴╦Š∙ä“Ą─Ė▀╦┘└õģsĪŻ ą┬Ą─Ę█─®╠┬╦▄│╔ą═ÖCĄ─░▓čb├µĘe×ķ5mĪ┴9mŻ¼┼cįŁüĒĄ─10mĪ┴12mŽÓ▒╚┐sąĪ┴╦62ŻźĪŻįOéõ═Č┘YŅ~£p╔┘┴╦30ŻźŻ¼āx▒Ē░Õ├╔ŲżĄ─│╔▒ŠĮĄĄ═┴╦21ŻźĪŻ ė╔ė┌─▄ē“ųę╗Ė³ōQ─ŻŠ▀Ż¼ę“┤╦▀Ć─▄╗ņ┴„╔·«aĪŻŽ╚ė╔ÖCŲ„╚╦╚Ī│÷─ŻŠ▀Ż¼╚╗║¾ė╔ū„śI╚╦åTīó│╔ą═║├Ą─āx▒Ē░Õ├╔ŲżÅ──ŻŠ▀ųąäāļx│÷üĒĪŻÖCŲ„╚╦ät└¹ė├▀@ę╗ĢrķgŻ¼īóŲõ╦¹─ŻŠ▀Ę┼╚ļįOéõĪŻ▀@ĘN░³║¼čbŖAĢrķgį┌ā╚Ą─ų▄Ų┌Ģrķg×ķ240├ļĪŻžS╠’ėŗäØ2015─ĻŽ─╝Š×ķĖ▀ī∙╣żÅSī¦╚ļ▀@ĘNą┬ą═│╔ą═ÖCĪŻ |
 |
ųąć°Õæē║ŠW╣┘ĘĮ╬óą┼Ż║Æ▀ę╗Æ▀Ż¼┴ó╝┤ĻPūóŻĪ
ĻPūó"ųąć°Õæē║ŠW"Ż¼½@╚Ī¬Ü╝ęąąśIą┬┬ä┘YėŹĪŻ ╠Ē╝ėĘĮĘ©1Ż║ į┌Ī░╠Ē╝ė║├ėčĪ▒ųąų▒Įė╠Ē╝ė╬óą┼┘~╠¢Ż║chinaforge ╠Ē╝ėĘĮĘ©2Ż║ ╬óą┼ųąÆ▀├Ķū¾é╚Ą─Č■ŠS┤a |