ò■(hu¿¼)ı╣▓®Ë[
 ─·Á─«ö(d¿íng)Ã░╬╗Í├: Íðç°(gu¿«)Õæë║¥W(w¿úng) > ┘YËìÍðð─ > ı²╬─
─·Á─«ö(d¿íng)Ã░╬╗Í├: Íðç°(gu¿«)Õæë║¥W(w¿úng) > ┘YËìÍðð─ > ı²╬─|
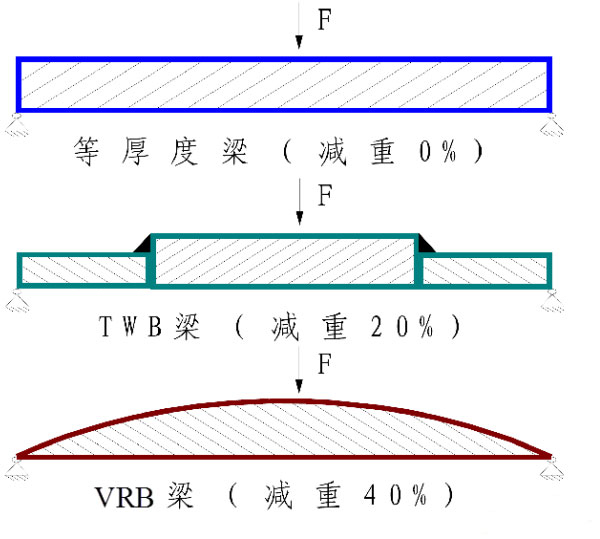
ÙSÍ°ã¹▄ç╣ñÿI(y¿¿)╣Ø(ji¿ª)─▄║═¦p┴┐╗»Á─ðÞþú¼Ê¬Ã¾ã¹▄ç┴Ò▓┐╝■È┌ØMÎÒðÈ─▄ʬþÁ─═¼òr(sh¿¬)▒M┐╔─▄Á─îì(sh¿¬)¼F(xi¿ñn)ÍÏ┴┐Á─ίðí╗»ú¼╔§Í┴═¼Ê╗┴Ò╝■Á─▓╗═¼╬╗Í├Ê▓ʬþ▓╗═¼│ð¦d─▄┴ªÁ─▓¯«É╗»ú¼▒╗ÀQ×Ú┴Ò▓┐╝■Á─ðÈ─▄╚ßðÈÀÍ▓╝íúÎâ║±Â╚░Õ╝╝ðg(sh¿┤)¥═╩ÃÊ╗éÇ(g¿¿)Áõð═Á─îì(sh¿¬)¼F(xi¿ñn)┴Ò╝■ðÈ─▄╚ßðÈÀÍ▓╝Á─¤╚▀M(j¿¼n)Á─ÍãÈý╣ñ╦çíúÍðç°(gu¿«)ã¹▄ç▓─┴¤¥W(w¿úng)¥═┤╦¦p┴┐╗»╝╝ðg(sh¿┤)Á─ç°(gu¿«)â╚(n¿¿i)═ÔÚ_░l(f¿í)┼cæ¬(y¿®ng)Ë├▀M(j¿¼n)ı╣Á╚Îh¯}ú¼îª(du¿¼)îÜõô╩Τ»îú╝Ê©▀Ë└╔·▓®╩┐▀M(j¿¼n)ðð┴╦îúÈLú¼×Ú─·╔¯Â╚¢Ô╬÷¦p┴┐╗»ð┬╝╝ðg(sh¿┤)í¬í¬VRBÎâ║±Â╚░Õ╝╝ðg(sh¿┤)ú¼ÊȤ┬╩Ã▓╔ÈLÁ─îì(sh¿¬)õøíú
Íðç°(gu¿«)ã¹▄ç▓─┴¤¥W(w¿úng)ú¿Auto-Materialú¼ÊȤ┬║å(ji¿ún)ÀQAMú®ú║©▀▓®╩┐ú¼─·║├úí¢³ÄÎ─Û─·È┌îÜõôÊ╗Í▒Å─╩┬Îâ║±Â╚░ÕÁ─æ¬(y¿®ng)Ë├Ú_░l(f¿í)ú¼¢±╠ýıê(q¿½ng)─·¢oððÿI(y¿¿)Á─┼¾ËÐ║å(ji¿ún)ʬ¢Ú¢BÊ╗¤┬▀@Ýù(xi¿ñng)¦p┴┐╗»Á─ð┬╝╝ðg(sh¿┤)íú╬ÊéâÎóÊÔÁ¢ÛP(gu¿ín)Ë┌Îâ║±Â╚░Õú¼┤╦Ã░ËðÀQθTRBú¿Tailor-Rolled Blanksú®Á─ú¼îÜõôÐð░l(f¿í)Á─▀@ÀNÎâ║±Â╚░Õ×Ú║╬¢ðVRBú┐┼cTRBËð║╬à^(q¿▒)äeú┐ ©▀Ë└╔·ú║─┐Ã░ç°(gu¿«)ÙH╔¤╔·«a(ch¿ún)ã¹▄çÎâ║±┴Ò╝■Á─ί┤¾╣®æ¬(y¿®ng)╔╠╩ÃÁ┬ç°(gu¿«)Á─Mubea╣½╦¥ú¼TRB╩ÃMuBea╣½╦¥ÐÏË├Á─├¹ÎÍú¼╩Ã╦³Á─ÎóâÈ(c¿¿)╔╠ÿ╦(bi¿ío)ú¼Ëó╬─ÊÔ╦╝╩ÃTailor-Rolled Blanksíú×Ú┴╦È┌¢±║¾Á─æ¬(y¿®ng)Ë├Íð▒▄├ÔͬÎR(sh¿¬)«a(ch¿ún)ÖÓ(qu¿ón)À¢├µÁ─┬Úƒ®ú¼îÜõô▓╔Ë├VRBüÝ(l¿ói)▒Ý╩¥Îâ║±░ÕÁ─ÊÔ╦╝ú¼Ëó╬─ÊÔ╦╝╩ÃVariable-thickness Rolled Blanksú¼Íð╬─├¹ÎÍ╩Ãí░Îâ║±░Õí▒ú¼ÊÈ▒ÒË┌ç°(gu¿«)â╚(n¿¿i)Ë├æ¶Á─╩╣Ë├íú
AMú║VRB░Õ╩Ã╚þ║╬ÍãÈý│÷üÝ(l¿ói)Á─ú¼─▄À±║å(ji¿ún)ʬ¢Ú¢BÊ╗¤┬VRBÁ─╣ñ╦ç▀^(gu¿░)│╠ú┐ ©▀Ë└╔·ú║Îâ║±Â╚õô░Õ╩Ã═¿▀^(gu¿░)▄êõôÖC(j¿®)îì(sh¿¬)╩®╚ßðÈ▄êÍã½@Á├Á─íúÈ┌▄êÍã▀^(gu¿░)│╠Íðú¼¢ÞÍ·Ë┌╠Ï╩ÔÈO(sh¿¿)Ëï(j¿¼)Á─▄êÖC(j¿®)Á─ë║¤┬║±Â╚ÎÈäË(d¿░ng)┐ÏÍã¤Á¢y(t¿»ng)(Ê║ë║AGC)ú¼┐ÏÍã▄ê¦üÁ─╬╗Í├ú¼╩╣ãõÚg¥Óîì(sh¿¬)òr(sh¿¬)ÁÏı{(di¿ño)ı¹Îâ╗»ú¼Å─°╩╣▄êÍã│÷Á─▒í░ÕÈ┌ÐÏÍ°õô░Õ▄êÍãÀ¢¤‗╔¤¥▀Ëð¯A(y¿┤)¤╚¿ÍãÁ─Îâ║±Â╚ÀÍ▓╝íú
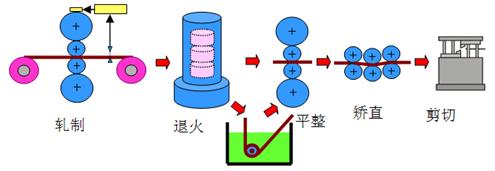
VRBÁ─Áõð═╣ñ╦ç▀^(gu¿░)│╠ ▄êÍã╩Ã╔·«a(ch¿ún)Îâ║±Â╚õô░Õ╣ñð‗Á─║╦ð─ú¼Á½╩ÃÁ├Á¢ØMÎÒø_ë║│╔ð╬ðÞʬÁ─õô░Õ▀Çʬ¢ø(j¿®ng)▀^(gu¿░)Ê╗¤Á┴ðÁ─║¾└m(x¿┤)╣ñ╦ç▀^(gu¿░)│╠ú¼└²╚þ═╦╗íóã¢ı¹íó═┐îËíó╝¶Ãðíó═┐Ë═Á╚Á╚íú═╦╗┐╔╩╣▄êÍã║¾Á─¢î┘ð╬Î⥺┴úÍÏð┬ÌD(zhu¿ún)Îâ?y¿¡u)Ú¥¨ä‗Á─Á╚¦S¥º┴úú¼¤¹│²ð╬ÎâÅè(qi¿óng)╗»║═ÜêËÓæ¬(y¿®ng)┴ªÁ─Ë░Ýæú¼ð╬│╔©¸¤‗═¼ðÈÁ─┼¸┴¤ÊÈ└¹Ë┌▀M(j¿¼n)Ê╗▓¢Á─ø_ë║│╔ð╬íúã¢ı¹╣ñ╦ç┐╔¤¹│²▓─┴¤Á─óÀ■ã¢┼_(t¿ói)ú¼▓ó½@Á├ø_ë║╦¨ðÞʬÁ─┴╝║├Á─░Õð╬ðÈ─▄ú¼×Ú░Õ┴¤ã¢Ýÿ¦ö╦═║═│╔ð╬▀^(gu¿░)│╠Íð░Õ┴¤Á─¥½┤_¿╬╗╠ß╣®▒úı¤íú▒Ý├µ═┐Ë═┐╔ËððºÁÏ▀M(j¿¼n)ðð░Õ┴¤È┌▀\(y¿┤n)¦ö║═┤µÀ┼ã┌ÚgÁ─À└©»ú¼═¼òr(sh¿¬)Ê▓ò■(hu¿¼)È÷╝Ë┼¸┴¤ø_ë║▀^(gu¿░)│╠ÍðÁ─ØÖ(r¿┤n)╗¼ðº╣¹íú ─┐Ã░Îâ║±Â╚õô░ÕÀÍ×Úâ╔┤¾¯Éú¼Ê╗ÀN╩ÃÀÃÕâîËõô░Õú¼┴ÝÊ╗ÀN╩ÃÕâîËÎâ║±Â╚░Õú¼░³└¿¥▀ËðõX╣ÞÕâîËÁ─ƒßø_ë║Ë├Îâ║±░Õíú╬┤üÝ(l¿ói)ÙSÍ°îª(du¿¼)ã¹▄çÀ└©»Ê¬Ã¾È¢üÝ(l¿ói)È¢©▀ú¼ÀÃÕâîËÎâ║±Â╚õô░ÕÁ─╩╣Ë├┐╔─▄ò■(hu¿¼)£p╔┘ú¼ƒßÕâ╗‗ı▀ÙèÕâÁ─Õâõ\Îâ║±Â╚õô░ÕÁ─æ¬(y¿®ng)Ë├ðÞþò■(hu¿¼)È÷╝Ëíú AMú║─┐Ã░ã¹▄ç╣ñÿI(y¿¿)╝ñ╣Ôã┤║©░Õ(TWB: Tailor Welded Blanks)æ¬(y¿®ng)Ë├ÊТø(j¿®ng)ÀÃ│úÅVÀ║ú¼VRB░Õ┼cTWB░Õ╝╝ðg(sh¿┤)┤µÈ┌──ð®â×(y¿¡u)╚▒³c(di¿ún)ú┐ ©▀Ë└╔·ú║╝ñ╣Ôã┤║©░Õ(TWB: Tailor Welded Blanks)╩Ã▓╔Ë├╝ñ╣Ô║©¢Ë╝╝ðg(sh¿┤)░Ð▓╗═¼║±Â╚íó▓╗═¼▓─┴¤Á─¢î┘▒í░Õ║©¢ËÈ┌Ê╗ãú¼╚╗║¾È┘▀M(j¿¼n)ððø_ë║Íãθ│╔©¸ÀN┴Ò╝■ú¼┼c│úÊÄ(gu¿®)Á╚║±Â╚░Õ┴¤¤Ó▒╚ãõ£pÍÏðº╣¹┐╔▀_(d¿ó)20úÑíúË╔Ë┌TWB┐╔ÊÈ©¨ô■(j¿┤)ðÞʬ╚╬ÊÔ▀M(j¿¼n)ððã┤¢Ëú¼Ê‗°¥▀ËðÿO┤¾Á─ý`╗¯ðÈíúÁ½È┌░Õ┴¤Á─ã┤¢Ë╠Ä┤µÈ┌Í°║±Â╚Á─═╗Îâú¼▀@╩╣╗ÏÅù¯A(y¿┤)£y(c¿¿)íó─ú¥▀ÈO(sh¿¿)Ëï(j¿¼)ÍãÈýíó║©┐pÊãäË(d¿░ng)┐ÏÍã│╔×Úð┬Á─ın¯}ú╗ÃÊ║©┐pʲã┴╦Á─▓─┴¤Ë▓╗»¼F(xi¿ñn)¤¾ú¼Ë░Ýæ║¾└m(x¿┤)Á─│╔ð╬ú¼╩╣TWB▓╗▀mÊ╦│╔ð╬▄ç╔Ý═Ô©▓╔w╝■íú°ÃÊ╝ñ╣Ôã┤║©░Õîª(du¿¼)║©┐pÁ─┘|(zh¿¼)┴┐ʬþ║▄©▀ú¼║©┐pÁ─Ú_┴ÐÊ▓╩ÃË░Ýæã┤║©░Õ│╔ãÀ┬╩Á─Ê‗╦ÏÍ«Ê╗íú ¤Ó▒╚Í«¤┬ú¼Îâ║±░Õ╝╝ðg(sh¿┤)È┌┴Ò╝■¢Y(ji¿ª)ÿï(g¿░u)À¢├µø](m¿ªi)Ëð║©┐pú¼▒Ý├µ┘|(zh¿¼)┴┐║├ú¼Ëð┐╔─▄Î÷ã¹▄ç©▓╔w╝■íúË╔Ë┌┴Ò╝■Á─║±Â╚╩Ã▀B└m(x¿┤)Îâ╗»Á─ú¼Â°ÃÊË├▀^(gu¿░)Â╔à^(q¿▒)┤·╠µ║©┐pú¼▀B¢ËÅè(qi¿óng)Â╚┤¾À¨Â╚╠ß©▀ú¼¥¨ä‗ðÈ║├ú¼Åè(qi¿óng)Â╚ÀÍ▓╝▀B└m(x¿┤)ú¼©¨ô■(j¿┤)æ¬(y¿®ng)┴ª¥¨║ÔÈ¡└Ýú¼Îâ║±░Õ┴Ò╝■Á─¦p┴┐╗»ðº╣¹©³║├íú
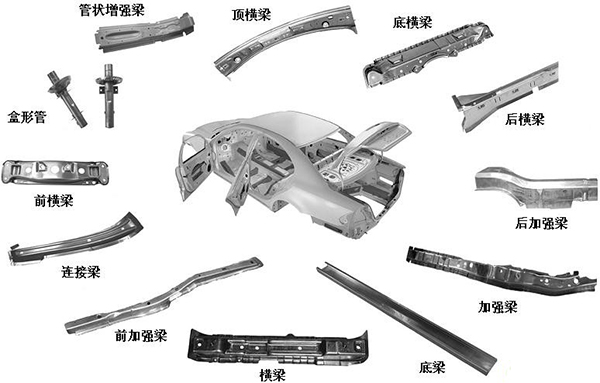
TWB┼cVRBÁ─¦p┴┐╗»ðº╣¹▒╚¦^ È┌┴Ò╝■╔·«a(ch¿ún)║═Íãθ╣ñ╦çÀ¢├µú¼╣ñ╦ç▓┘θ┼cãı═¿Á─Á╚║±Â╚░Õ┴¤Á─│╔ð╬╗¨▒¥¤Ó═¼ú¼┐╔▀B└m(x¿┤)ðÈ╔·«a(ch¿ún)ú¼╔·«a(ch¿ún)ðº┬╩©▀íú°ÃÊ▀^(gu¿░)Â╔à^(q¿▒)╣Ô╗¼▀B¢Ëú¼▒╚ã┤║©░Õ║±Â╚═╗ÎâÁ──ú¥▀ÈO(sh¿¿)Ëï(j¿¼)║å(ji¿ún)å╬íú È┌│╔▒¥À¢├µú¼¤Ó▒╚ÂÓùl║©┐pÁ─TWB░Õú¼VRB░Õ¥▀Ëð├¸´@Á─©é(j¿¼ng)áÄ(zh¿Ñng)â×(y¿¡u)ä¦(sh¿¼)íú «ö(d¿íng)╚╗ú¼VRB░ÕÊ▓┤µÈ┌Ê╗¿Á─▓╗ÎÒú║ 1ú®┼c╝ñ╣Ôã┤║©░Õ¤Ó▒╚ú¼Ë╔Ë┌VRB╝╝ðg(sh¿┤)Á─░Õ┴¤âH╩Ãå╬Ê╗▓─┴¤┼ã╠û(h¿ño)ú¼Ê‗°┴Ò╝■ð╬á¯ã┤¢Ëòr(sh¿¬)ý`╗¯ðÈ▓╗ÎÒíú 2ú®Ë╔Ë┌╩ÃË╔ı¹ëK░Õ┴¤▄êÍã°│╔ú¼Ê▓▓╗─▄îó▓╗═¼▓─┘|(zh¿¼)Á─õô░Õã┤¢ËÁ¢Ê╗ãíú 3ú®┐╝æ]Á¢▓─┴¤Á─└¹Ë├┬╩ú¼îª(du¿¼)Ë┌Íð┐ıÁ─┴Ò╝■ú¼VRB░Õ┴¤Á─▓─┴¤└¹Ë├┬╩▒╚TWBîó┤¾×Ú¢ÁÁ═íúÊ‗┤╦ú¼¯É╦ã▄ç╔Ýé╚(c¿¿)ç·▀@ÿËÁ─Íð┐ı┴Ò╝■ú¼Îâ║±░ÕÁ─▓─┴¤└¹Ë├┬╩ʬ▒╚╝ñ╣Ôã┤║©░ÕÁ═ú¼Â°îª(du¿¼)Ë┌ÚL(zh¿úng)ð╬Á─îì(sh¿¬)ð─┴Ò╝■ú¼Îâ║±░Õ╝╝ðg(sh¿┤)îóò■(hu¿¼)╩Ãί╝Ð▀xô±íú AMú║VRB╝╝ðg(sh¿┤)Ëð║▄ÂÓâ×(y¿¡u)³c(di¿ún)ú¼ãõ┐╔ÊÈæ¬(y¿®ng)Ë├Á¢ã¹▄çÁ───ð®▓┐╝■╔¤ú┐ ©▀Ë└╔·ú║Îâ║±░Õ╝╝ðg(sh¿┤)╠Ïäe▀mË├Ë┌ÚL(zh¿úng)ð╬Á─îì(sh¿¬)ð─┴Ò╝■ú¼╚þÚTÖæíó┐v┴║Á╚íú¢ø(j¿®ng)▀^(gu¿░)îª(du¿¼)ç°(gu¿«)«a(ch¿ún)─│B╝ë(j¿¬)ÌI▄çÁ─┴Ò╝■╩ß└Ýú¼░l(f¿í)¼F(xi¿ñn)Í┴╔┘Ëð¢³20éÇ(g¿¿)┴Ò╝■┐╔ÊÈæ¬(y¿®ng)Ë├Îâ║±░Õ╝╝ðg(sh¿┤)ÈO(sh¿¿)Ëï(j¿¼)║═Íãθú¼░³└¿Ã░║¾ÁÏ░Õ┐v┴║íóBͨ║═ÚTÖæ╝ËÅè(qi¿óng)░ÕíóÝö╔w©¸éÇ(g¿¿)ÖM┴║íóâx▒Ý▒Pͺ╝▄íóÍð═¿Á└╝ËÅè(qi¿óng)░ÕÁ╚Á╚ú¼¢y(t¿»ng)Ëï(j¿¼)¤┬üÝ(l¿ói)âH┴Ò╝■ÍÏ┴┐¥═Ëð75kgÍ«ÂÓíú
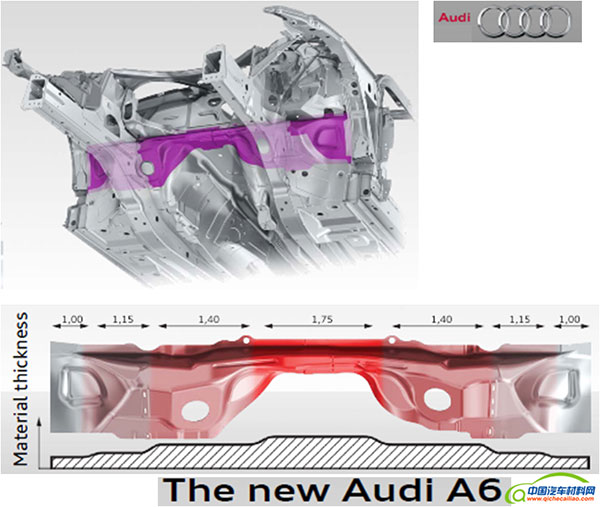
VRBÈ┌▄çË├▄ç╔¤Á─Áõð═æ¬(y¿®ng)Ë├┴Ò╝■ AMú║╚þ║╬▒úÎC░Õ┼¸Á─│▀┤þ¥½Â╚║═ðÈ─▄ÀÍ▓╝Á─¥¨ä‗ðÈú┐ ©▀Ë└╔·ú║Îâ║±░Õ┴Ò╝■Á─┼¸┴¤╩Ã└¹Ë├¥▀Ëð╠Ï╩ÔÈO(sh¿¿)Ëï(j¿¼)Á─ë║¤┬║±Â╚ÎÈäË(d¿░ng)┐ÏÍã¤Á¢y(t¿»ng)©▀ðÈ─▄▄êõôÖC(j¿®)ú¼©¨ô■(j¿┤)¥½┤_ÈO(sh¿¿)Ëï(j¿¼)Á─░Õ┴¤║±Â╚ÀÍ▓╝▀M(j¿¼n)ððîì(sh¿¬)òr(sh¿¬)║±Â╚┐ÏÍãú¼Å─°Á├Á¢Á─▒í░ÕÈ┌ÐÏÍ°õô░Õ▄êÍãÀ¢¤‗╔¤¥▀Ëð¯A(y¿┤)¤╚¿ÍãÁ─¥½┤_Á─Îâ¢Ï├µð╬á¯íú║±Â╚¥½Â╚┐╔ÊÈ¥½┤_ÁÏ┐ÏÍãÈ┌ 0.05mmÍ«â╚(n¿¿i)íúÈ┌ÚL(zh¿úng)Â╚À¢¤‗╔¤ú¼▄êÖC(j¿®)©¨ô■(j¿┤)õô░Õ£y(c¿¿)║±âx▀M(j¿¼n)ðð¥½┤_¿╬╗ú¼┐╔╩╣ÚL(zh¿úng)Â╚¥½Â╚┐ÏÍãÈ┌ 2.0mmÍ«â╚(n¿¿i)íú ┼c╝ñ╣Ôã┤║©░Õ▓╗═¼ú¼Îâ║±░Õ┴Ò╝■╩ÃË╔Ê╗ëKõô░ÕÍã│╔ú¼È┌▀M(j¿¼n)ðð│╔ð╬║══╦╗Á╚╣ñð‗òr(sh¿¬)ú¼ƒo(w¿▓)ıô╩Ã║±à^(q¿▒)▀Ç╩Ã▒íà^(q¿▒)ú¼ãõðÈ─▄╩Ã▀B└m(x¿┤)ÀÍ▓╝Á─íú═¼òr(sh¿¬)ú¼▀^(gu¿░)Â╔à^(q¿▒)Á─╣Ô╗¼▀B¢Ë┐╔╩╣Îâ║±░Õ¥▀Ëð┴╝║├Á─╬³╩ı─▄┴┐ðº╣¹ú¼▒╚╝ñ╣Ôã┤║©░Õ┐╣ø_ô¶ðÈ─▄║├íú AMú║▓╔Ë├VRB╝╝ðg(sh¿┤)Á─ã¹▄çÔk¢╝■ú¼ãõ┴Ò╝■Á─¢Y(ji¿ª)ÿï(g¿░u)ÈO(sh¿¿)Ëï(j¿¼)╔¤┼c鸢y(t¿»ng)Ôk¢╝■┤µÈ┌──ð®▓¯«Éú¼Ëð──ð®ðÞʬÎóÊÔÁ─ú┐ ©▀Ë└╔·ú║Îâ║±░Õ┴Ò╝■╩ÿÍãÁ─┴Ò╝■ú¼ÈO(sh¿¿)Ëï(j¿¼)òr(sh¿¬)ÝÜ©¨ô■(j¿┤)▄ç╔ÝÁ─┴ªîW(xu¿ª)ðÈ─▄ʬþíó│▀┤þ¤Ì¿íó┼cãõ╦¹┴Ò╝■Á─▀B¢Ëùl╝■Á╚Á╚Ê‗╦Ï▀M(j¿¼n)ðð╠Ï╩ÔÈO(sh¿¿)Ëï(j¿¼)íú©¨ô■(j¿┤)┴Ò╝■È┌¢Y(ji¿ª)ÿï(g¿░u)ÍðÁ─╣ª─▄║═│▀┤þʬþú¼ÈO(sh¿¿)Ëï(j¿¼)òr(sh¿¬)îóò■(hu¿¼)┐╝æ]╚þ║╬░Ð├┐Ê╗╠ÄÁ─▓─┴¤│õÀÍ└¹Ë├║├ú¼║å(ji¿ún)ÐÈÍ«ú¼¥═╩Ã╚þ║╬È┌═¼ÿË╣ª─▄ùl╝■¤┬Ë├▓─ί╔┘íúÈ┌ÈO(sh¿¿)Ëï(j¿¼)╔¤ò■(hu¿¼)┐╝æ]Ê╗¤┬ÄÎéÇ(g¿¿)À¢├µú║ ú¿1ú®┴Ò╝■¢Y(ji¿ª)ÿï(g¿░u)ùl╝■ú║©¨ô■(j¿┤)Á╚Åè(qi¿óng)Â╚Á─È¡└Ýú¼┴Ò╝■║±Â╚ò■(hu¿¼)╩ÃÊ╗éÇ(g¿¿)Â■┤╬÷¥ÇÁ─ÀÍ▓╝ú╗©¨ô■(j¿┤)äéÂ╚ùl╝■ú¼║±Â╚ò■(hu¿¼)╩ÃÊ╗éÇ(g¿¿)¥ÇðÈÀÍ▓╝ú╗═¼òr(sh¿¬)Ê▓ò■(hu¿¼)┐╝æ]┼cãõ╦¹┴Ò╝■Á─▀B¢ËÁ╚▀à¢þùl╝■Á─ʬþ°ð╬│╔Á─¢M║¤¢Y(ji¿ª)ÿï(g¿░u)À¢╩¢íú È┌¢Y(ji¿ª)ÿï(g¿░u)ÍðÊ▓┐╔─▄ò■(hu¿¼)ËðÊ╗éÇ(g¿¿)▀^(gu¿░)Â╔à^(q¿▒)▀B¢Ëâ╔éÇ(g¿¿)Á╚║±à^(q¿▒)Ë‗Á─ÃÚørú¼▀@éÇ(g¿¿)▀^(gu¿░)Â╔à^(q¿▒)Á─ÚL(zh¿úng)Â╚Ê╗░Ò×Ú▀@â╔éÇ(g¿¿)Á╚║±à^(q¿▒)Á─║±Â╚▓¯Á─100▒Âú¼└²╚þ╚þ╣¹┴Ò╝■Á─║±Â╚Ë╔2.0mmÎâ╗»Á¢1.5mmú¼ÍðÚg▀^(gu¿░)Â╔à^(q¿▒)Á─ÚL(zh¿úng)Â╚┤¾╝s×Ú50mmíú▀@éÇ(g¿¿)1:100Á─▒╚└²╚íøQË┌▄ê¦üÍ▒Å¢┤¾ðí║═▄êÖC(j¿®)Á─▄êÍã╦┘Â╚íú ú¿2ú®▓─┴¤ðÈ─▄Á─Îâ╗»ú║îª(du¿¼)Ë┌Á╚║±Á─ãı═¿õô░ÕüÝ(l¿ói)Ívú¼¢ø(j¿®ng)▀^(gu¿░)▄êÍãíó═╦╗íóã¢ı¹Á╚╣ñð‗ú¼Ë├æ¶Á├Á¢Á─░Õ┴¤Á─▓─┴¤┴ªîW(xu¿ª)ðÈ─▄╗¨▒¥╩Ã¥¨ä‗Á─íúÁ½╩ÃÎâ║±õô░ÕÁ─▄êÍã╩╣Á├▓╗═¼Á─║±Â╚à^(q¿▒)ÍðÁ─▄êÍãÎâð╬┴┐╩Ã▓╗═¼Á─ú¼Ê‗°îº(d¿úo)Í┬ı¹éÇ(g¿¿)┴Ò╝■È┌═╦╗║¾╦¨À┤Ë│Á─┴ªîW(xu¿ª)ðÈ─▄╩ÃËð▓¯«ÉÁ─íúÊ‗┤╦╚þ║╬Íã¿Ê╗éÇ(g¿¿)║¤└ÝÁ─═╦╗÷¥ÇüÝ(l¿ói)▒úÎC┴Ò╝■Íð©¸éÇ(g¿¿)à^(q¿▒)Ë‗Á─┴ªîW(xu¿ª)ðÈ─▄È┌▓─┴¤┘|(zh¿¼)▒úò°╦¨Ê¬Ã¾Á─ÀÂç·Í«â╚(n¿¿i)ú¼Ê▓îó╩ÃÊ╗éÇ(g¿¿)Êò┴Ò╝■Á─║±Â╚║═╠Ï╩Ôʬþ▀M(j¿¼n)ððÈO(sh¿¿)Ëï(j¿¼)Á─ÍÏʬÊ‗╦Ïíú ú¿3ú®▄êÖC(j¿®)Á──▄┴ªú║┴Ò╝■ÍðÁ─ί┤¾║═ίðíÁ─║±Â╚Îâ╗»ú¿╝┤ί┤¾£p▒í┴┐ú®╩▄Á¢▄êÖC(j¿®)Á─▄êÍã─▄┴ªÁ─¤ÌÍãíú▀^(gu¿░)┤¾Á─£p▒í┴┐Ê▓ò■(hu¿¼)îª(du¿¼)▄ê║¾░Õ┴¤Á─░Õð═▓╗└¹ú¼▀M(j¿¼n)°Ê▓Ë░ÝæðÈ─▄Á─ÀÍ▓╝íú îÜõôÊТø(j¿®ng)¥▀éõÎâ║±░Õ┴Ò╝■ÈO(sh¿¿)Ëï(j¿¼)íó┴Ò╝■│╔ð╬▀^(gu¿░)│╠ÍðÁ─╣ñ╦çÀ┬ıµíóÎâ║±░Õ│╔ð╬─ú¥▀ÈO(sh¿¿)Ëï(j¿¼)íó┴Ò╝■┘|(zh¿¼)┴┐Èu(p¿¬ng)╣└Á╚Ê╗öêÎË╝╝ðg(sh¿┤)ͺ│Í─▄┴ªíú═¼òr(sh¿¬)ú¼Ê▓ò■(hu¿¼)©¨ô■(j¿┤)┴Ò╝■Á─╣ª─▄Á─ðÞʬú¼▀m«ö(d¿íng)ı{(di¿ño)ı¹┴Ò╝■║±Â╚ÀÍ▓╝Á─ÈO(sh¿¿)Ëï(j¿¼)üÝ(l¿ói)▀mæ¬(y¿®ng)┴Ò╝■│╔ð╬▀^(gu¿░)│╠Íð¢î┘Á─┴¸äË(d¿░ng)ú¼Î¯┤¾¤ÌÂ╚ÁÏ░l(f¿í)ô]▓─┴¤Á─│╔ð╬ðÈ─▄ú¼╠ß©▀│╔ð╬ÿO¤ÌÈúÂ╚ú¼È÷╝Ë┴Ò╝■│╔ãÀ┬╩íú AMú║VRB╝╝ðg(sh¿┤)È┌ç°(gu¿«)═Ôã¹▄ç╔¤Ëð──ð®│╔╣ªÁ─æ¬(y¿®ng)Ë├░©└²ú┐ ©▀Ë└╔·ú║ç°(gu¿«)═ÔÁ─͸ʬã¹▄çÍãÈý╔╠Â╝ÊÐîóVRB╝╝ðg(sh¿┤)«ö(d¿íng)Î÷¦p┴┐╗»Á─ÍÏʬ▀xÝù(xi¿ñng)íúèWÁ¤È┌┼ñ┴ª┴║Íð▓╔Ë├Ê║ë║│╔ð╬Á─Îâ║±Â╚õô╣▄ú¼║±Â╚Å─1.8mmÎâ╗»Á¢3.2mmú¼£pÍÏ1.18kgú¼À¨Â╚▀_(d¿ó)23%íú═¼òr(sh¿¬)èWÁ¤Ê▓È┌Ã░ô§░Õ╝ËÅè(qi¿óng)ÖM┴║íóÍð═¿Á└ÊÈ╝░é╚(c¿¿)ÊÝ╝ËÅè(qi¿óng)╝■ú¿£pÍÏ1.3kg)íóÚTÖæ┴║║═ÁÏ░ÕÖM┴║╝ËÅè(qi¿óng)╝■ú¿£pÍÏ1.9kg)Á╚┴Ò╝■Íð╩╣Ë├VRB╝╝ðg(sh¿┤)ú¼▓ó┼cƒß│╔ð╬╝╝ðg(sh¿┤)¢Y(ji¿ª)║¤ãüÝ(l¿ói)íú
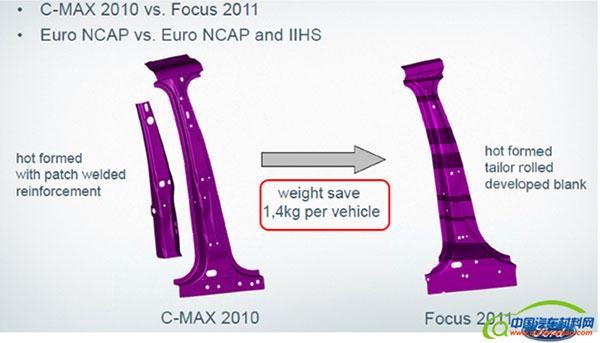
èWÁ¤A6Á─VRB┼cƒß│╔ð╬Å═(f¿┤)║¤╣ñ╦çÅè(qi¿óng)ô§░Õ╝ËÅè(qi¿óng)ÖM┴║ ©ú╠Ï╩╣Ë├VRB╝╝ðg(sh¿┤)ÍãθBͨÁ─└²ÎË╩Ã▒è╦¨Í▄ͬÁ─íú═¿▀^(gu¿░)VRB╝╝ðg(sh¿┤)©─Èýú¼îóBͨ║═ãõ╝ËÅè(qi¿óng)░Õ║¤▓ó│╔×ÚÊ╗éÇ(g¿¿)┴Ò╝■ú¼£pÍÏ1.4kgú¼▀_(d¿ó)10%íú FOCUSÁ─VRB┼cƒß│╔ð╬Å═(f¿┤)║¤╣ñ╦çBͨíú
îܱR└¹Ë├VRB╝╝ðg(sh¿┤)îª(du¿¼)ÁÏ░Õ┐é│╔▀M(j¿¼n)ðð╝╝ðg(sh¿┤)©─Èýú¼░³└¿ÁÏ░Õ┐é│╔Á──_ͺ╝▄íóÃ░║¾Î¨Ê╬ÖM┴║║═ΨÊ╬┐vͺ┴║Á╚ú¼╩╣Á├┐é│╔┴Ò╝■öÁ(sh¿┤)┴┐Ë╔19éÇ(g¿¿)£p╔┘Á¢7éÇ(g¿¿)ú¼▀_(d¿ó)Á¢┴╦£pÍÏ║═¢Á▒¥Á─ðº╣¹íúãõ┤╬ú¼îܱRÊ▓îóVRB╝╝ðg(sh¿┤)æ¬(y¿®ng)Ë├Ë┌Bͨ║═ÚTÖæíú
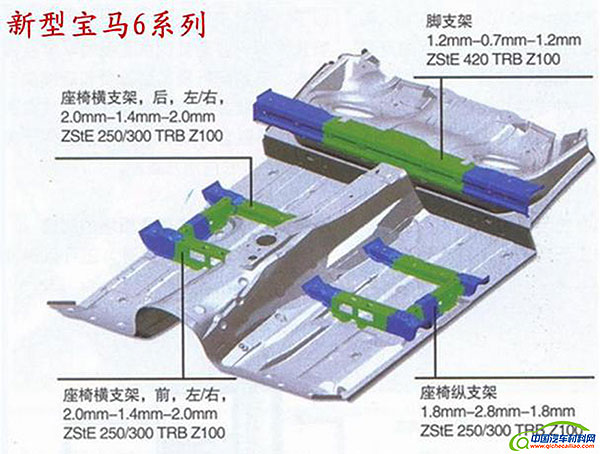
▒╝±Yã¹▄çÈ┌Íð═¿Á└╝ËÅè(qi¿óng)░Õ║═©¸éÇ(g¿¿)┐v┴║╝░╝ËÅè(qi¿óng)╝■╩╣Ë├VRB┴Ò╝■íú ┤¾▒èã¹▄çÈ┌Bͨ┐é│╔Íð└¹Ë├VRB╝╝ðg(sh¿┤)║¤▓ó┴Ò╝■öÁ(sh¿┤)┴┐ú¼½@Á├┴╦1.8kgÁ─£pÍÏú╗È┌Ýö╔wÖM┴║╔¤Á─æ¬(y¿®ng)Ë├Ê▓½@Á├┴╦£pÍÏ0.5kgÁ─ðº╣¹íú AMú║îÜõôÁ─VRB╝╝ðg(sh¿┤)═¿▀^(gu¿░)ÄÎ─ÛÁ─Ðð░l(f¿í)ú¼─┐Ã░È┌ç°(gu¿«)â╚(n¿¿i)╩ÃÀ±Ëð│╔╩ýÁ─æ¬(y¿®ng)Ë├ú¼╩ðê÷(ch¿úng)═ãÅVÃÚørú┐ ©▀Ë└╔·ú║─┐Ã░Á─ç°(gu¿«)╝Ê┼┼À┼À¿ÊÄ(gu¿®)Á─¯C▓╝║═îì(sh¿¬)╩®ò■(hu¿¼)¢o©¸éÇ(g¿¿)ã¹▄çÍãÈý╔╠▀M(j¿¼n)ðð▄ç╔ݦp┴┐╗»ÄºüÝ(l¿ói)═ãäË(d¿░ng)┴ªú¼VRB╝╝ðg(sh¿┤)îóò■(hu¿¼)│╔×Ú©¸éÇ(g¿¿)ã¹▄çÅS╝ÊÍ▓¢▓╔╝{║═└¹Ë├Á─£pÍÏ¢Á┼┼À¢░©Í«Ê╗íú┼c鸢y(t¿»ng)Á╚║±Â╚ã¹▄çõô░ÕÁ─╩╣Ë├¤Ó▒╚ú¼VRB░ÕÁ─╝╝ðg(sh¿┤)║¼┴┐©³©▀ú¼▄êÍã║══╦╗Á╚╣ñð‗©³╝ËÅ═(f¿┤)Ùsú¼È┌Íãθ│╔▒¥╔¤ò■(hu¿¼)Ëð╦¨È÷╝Ëú¼Á½╩Ããõâ×(y¿¡u)ðÒÁ─£pÍÏðº╣¹║═ÈO(sh¿¿)Ëï(j¿¼)╚ßðÈÂ╝ò■(hu¿¼)╩╣Èô╝╝ðg(sh¿┤)│╔×Ú╩Î▀xÁ─¦p┴┐╗»æ¬(y¿®ng)Ë├À¢░©Í«Ê╗íú îÜõôÁ─«a(ch¿ún)ÿI(y¿¿)╗»Á─ðíð═▄êÖC(j¿®)ð╬│╔┴╦ðí┼·┴┐Á─╣®Ïø─▄┴ªú¼¥▀Ëðý`╗¯íó┐ý¢¦║═©▀ðºÁ─╩ðê÷(ch¿úng)©▓╔wú╗«a(ch¿ún)ÿI(y¿¿)┤¾▄êÖC(j¿®)îóË┌2016─Û¤┬░Ù─Û═«a(ch¿ún)▓ó¥▀éõ┼·┴┐╣®Ïø─▄┴ªú¼î├òr(sh¿¬)îÜõôîóð╬│╔▓─┴¤©▀Á═┤¯┼õíóÊÄ(gu¿®)äØ┤¾ðí©▓╔wíó─▄┴ª╚½À¢╬╗¾w¼F(xi¿ñn)Á──▄┴ªð┬©±¥Ííú╝ËÍ«îÜõôð█║±Á─▓─┴¤Ú_░l(f¿í)║═ðÈ─▄▒úı¤¾w¤Áíó¥▀Ëð©é(j¿¼ng)áÄ(zh¿Ñng)┴ªÁ─▓─┴¤âr(ji¿ñ)©±┐‗╝▄íóÎÈ╔Ý┘çÊÈ╔·┤µÁ─«a(ch¿ún)ãÀ┘|(zh¿¼)┴┐▒úı¤¤Á¢y(t¿»ng)íóÅ─┴Ò╝■ÈO(sh¿¿)Ëï(j¿¼)íó│╔ð╬À┬ıµíó─ú¥▀ÈO(sh¿¿)Ëï(j¿¼)íó┘|(zh¿¼)┴┐Èu(p¿¬ng)╣└Á─╚½┴¸│╠Á─╝╝ðg(sh¿┤)ͺô╬─▄┴ªú¼ò■(hu¿¼)╩╣îÜõô▀M(j¿¼n)Ê╗▓¢═Û╔ãîÜõôÁ─¦p┴┐╗»╝╝ðg(sh¿┤)Á─æ¬(y¿®ng)Ë├Ú_░l(f¿í)║═«a(ch¿ún)ÿI(y¿¿)╗»─▄┴ªíú ¥Ä║¾ú║├┐ÀN¦p┴┐╗»╝╝ðg(sh¿┤)Â╝ËðãõÎÈ╔ÝÁ─â×(y¿¡u)³c(di¿ún)║═▓╗ÎÒú¼ð┬╝╝ðg(sh¿┤)╝╝ðg(sh¿┤)Á─æ¬(y¿®ng)Ë├Ê▓ðÞʬ▓╗öÓÁ─Å─Ë├æ¶║═╩ðê÷(ch¿úng)ðÞþ│÷░l(f¿í)ú¼▓╗öÓÁÏ©─▀M(j¿¼n)íúVRBÁ─│÷¼F(xi¿ñn)ú¼ƒo(w¿▓)Ê╔╩Ãîª(du¿¼)¼F(xi¿ñn)Ëð╝ñ╣Ôã┤║©░Õ╝╝ðg(sh¿┤)Á─Ëð└¹Á─Ða(b¿│)│õú¼Á½─┐Ã░ç°(gu¿«)â╚(n¿¿i)æ¬(y¿®ng)Ë├╔ð╠ÄË┌ã▓¢ÙAÂ╬íú╣®æ¬(y¿®ng)╔╠Ê▓æ¬(y¿®ng)Ë├ÀeÿOîñþ┼c¤┬Ë╬Ë├æ¶Ú_ı╣╝╝ðg(sh¿┤)║¤Î¸ú¼├■╦¸│÷▀m║¤Íðç°(gu¿«)ã¹▄ç╣ñÿI(y¿¿)ÎÈ╔Ý╠ϳc(di¿ún)ð┬╝╝ðg(sh¿┤)æ¬(y¿®ng)Ë├═ãÅV─ú╩¢ú¼▀M(j¿¼n)Ê╗▓¢┤┘▀M(j¿¼n)ã¹▄ç╣ñÿI(y¿¿)╝╝ðg(sh¿┤)Á─▀M(j¿¼n)▓¢íú ©▀Ë└╔·║å(ji¿ún)¢Úú║ ©▀Ë└╔·▓®╩┐1982─Û2È┬½@û|▒▒┤¾îW(xu¿ª)¢î┘ë║┴ª╝Ë╣ñîW(xu¿ª)╩┐îW(xu¿ª)╬╗ 1991─Û½@▒▒¥®┐ã╝╝┤¾îW(xu¿ª)ÖC(j¿®)ðÁ╣ñ│╠îW(xu¿ª)È║╣ñîW(xu¿ª)▓®╩┐îW(xu¿ª)╬╗ú╗ 1991-1993─Û▒▒¥®┐ã╝╝┤¾îW(xu¿ª)▓─┴¤╣ñ│╠îW(xu¿ª)È║▓®╩┐║¾╣ñθú╗ 1992─Û½@©▒¢╠╩┌┬ÜÀQú¼▓óô·(d¿ín)╚╬▒▒¥®┐ã╝╝┤¾îW(xu¿ª)¢î┘ë║┴ª╝Ë╣ñ¤ÁËï(j¿¼)╦ÒÖC(j¿®)æ¬(y¿®ng)Ë├¢╠Ðð╩Ê͸╚╬ú¼Í¸Ê¬Ðð¥┐À¢¤‗?y¿ñn)Ú¢î┘▓─┴¤╠ÏðÈíó¢î┘Îâð╬▀^(gu¿░)│╠┼cðð×Ú╝░ãõËï(j¿¼)╦ÒÖC(j¿®)─úöMíó¢î┘▄êÍã╝╝ðg(sh¿┤)┼cÈO(sh¿¿)éõÐð░l(f¿í)íúã┌Úgú¼░l(f¿í)▒Ýıô╬─40ËÓã¬ú¼îúÍ°4▒¥ú¼░l(f¿í)├¸îú└¹6Ýù(xi¿ñng)ú¼Í©îº(d¿úo)┤T╩┐Ðð¥┐╔·11├¹ú¼▓®╩┐Ðð¥┐╔·Ê╗├¹íú 1998─Û©░╝Ë─├┤¾╣ñθú¼2000─Û½@╝Ë─├┤¾ÎóâÈ(c¿¿)╣ñ│╠ă┘Y©±ú¼2002─Ûã╚╬╝Ë─├┤¾Magna░l(f¿í)äË(d¿░ng)ÖC(j¿®)┼cÎâ╦┘¤õ╝»êF(tu¿ón)PFCÐð░l(f¿í)▓┐¢ø(j¿®ng)└Ý║═©▀╝ë(j¿¬)îú╝Êíú2008-2009─Ûàó╝ËMagna╬»═ð╝Ë─├┤¾ÂÓéÉÂÓ┤¾îW(xu¿ª)͸ÌkÁ─í░äô(chu¿ñng)ð┬┼c╣▄└Ýí▒îú┬Ü┼ÓËû(x¿┤n)ú¼▓ó½@Á├┤T╩┐îW(xu¿ª)╬╗íú2011─Û╩╝ú¼╚╬îÜõôÐð¥┐È║ã¹▄ç░Õ╦¨╩Τ»Ðð¥┐åTú¼¢Y(ji¿ª)║¤îÜõôã¹▄ç░ÕÁ─«a(ch¿ún)õNÐððÞʬú¼Í¸Ê¬Å─╩┬¤╚▀M(j¿¼n)©▀Åè(qi¿óng)õô▓─┴¤║═│╔ð╬╠ÏðÈÐð¥┐íóã¹▄ç▄ç╔ÝÈO(sh¿¿)Ëï(j¿¼)¦p┴┐╗»╝╝ðg(sh¿┤)íó▄ç╔Ý┐é│╔¢Y(ji¿ª)ÿï(g¿░u)Á─▓─┴¤¢ÔøQÀ¢░©ú¼VRB╝╝ðg(sh¿┤)Ðð░l(f¿í)╝░¤╚▀M(j¿¼n)©▀Åè(qi¿óng)õôæ¬(y¿®ng)Ë├╝╝ðg(sh¿┤)Á─¤╚ã┌¢Ú╚Ù(EVI)À¢├µÁ─Ðð¥┐╣ñθíú
|
 |
Íðç°(gu¿«)Õæë║¥W(w¿úng)╣┘À¢╬óð┼ú║Æ▀Ê╗Æ▀ú¼┴ó╝┤ÛP(gu¿ín)Îóúí
ÛP(gu¿ín)Îó"Íðç°(gu¿«)Õæë║¥W(w¿úng)"ú¼½@╚í¬Ü(d¿▓)╝ÊððÿI(y¿¿)ð┬┬ä┘YËìíú ╠Ý╝ËÀ¢À¿1ú║ È┌í░╠Ý╝Ë║├ËÐí▒ÍðÍ▒¢Ë╠Ý╝Ë╬óð┼┘~╠û(h¿ño)ú║chinaforge ╠Ý╝ËÀ¢À¿2ú║ ╬óð┼ÍðÆ▀├Þξé╚(c¿¿)Á─Â■¥S┤a |