─·Ą─«ö(d©Īng)Ū░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > š²╬─
─·Ą─«ö(d©Īng)Ū░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > š²╬─|
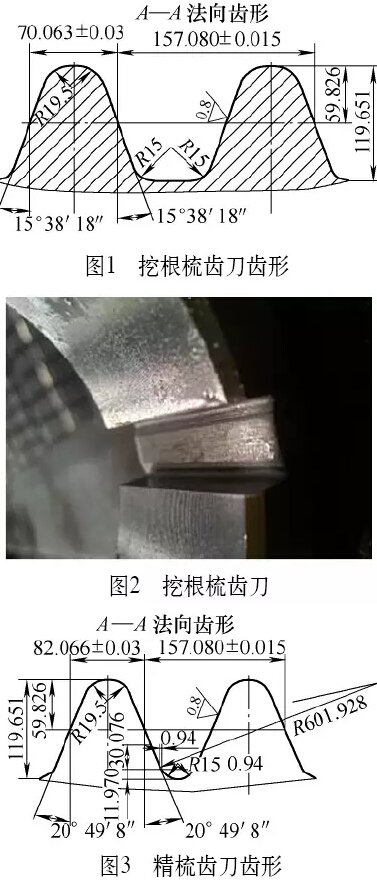
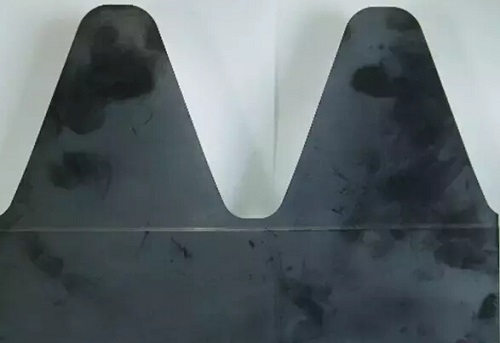
╬ę╣½╦ŠĄ─±RĖ±╩ß²XÖC(j©®)Ż©SH1200Ż®╩Ū─┐Ū░╩└Įń╔ŽŪ³ųĖ┐╔öĄ(sh©┤)Ą─3┼_╝ė╣żų▒ÅĮ│¼▀^10mĄ─²X▌劽╝ė╣żįO(sh©©)éõų«ę╗Ż¼Ųõ╝ė╣ż²X▌åė├ĄČŠ▀╩Ū╩ß²XĄČĪŻ╩ß²XĄČ╩Ū░┤šš²XŚl┼c²X▌åć¦║ŽįŁ└ĒŻ¼└¹ė├š╣│╔ĘĮĘ©╝ė╣żų▒²XĪóą▒²X║═╚╦ūų²X▌åĄ─ę╗ĘNĄČŠ▀Ż¼ę▓ĘQ²XŚlĄČĪŻų▒²XĪóą▒²X╩ß²XĄČė├ė┌╝ė╣żM1Ī½M70mm╔§ų┴Ė³┤¾ęÄ(gu©®)Ė±Ą─ų▒²XĪóą▒²X║═╚╦ūų²X▌åŻ¼ę▓┐╔╝ė╣ż┐šĄČ▓█║▄ąĪ║═¤o┐šĄČ▓█Ą─╚╦ūų²X▌åĪŻĖ∙ō■(j©┤)╩ß²XÖC(j©®)ĄČū∙Ą─▓╗═¼Ż¼įO(sh©©)ėŗĄ─╩Ū±RĖ±ą═╩ß²XĄČĪŻ±RĖ±ą═╩ß²XĄČųŲįņĢrø]ėąŪ░ĮŪŻ¼░▓čbį┌ÖC(j©®)┤▓╔Ž║¾Ż¼ę└┐┐ĄČ╝▄Ą─āAą▒Č°½@Ą├6ĪŃ30ĪõĄ─╣żū„Ū░ĮŪĪŻ░┤šš╝ė╣żąį┘|(zh©¼)Ą─▓╗═¼Ż¼╩ß²XĄČĘų×ķ┤ųŪą╩ß²XĄČĪó░ļŠ½╩ß²XĄČ║═Š½Ūą╩ß²XĄČ3ĘNĪŻĖ∙ō■(j©┤)ąĶę¬ę▓┐╔įO(sh©©)ėŗ│╔─źŪ░╩ß²XĄČĪó═┌Ė∙╩ß²XĄČĄ╚ČÓĘNą╬╩ĮĪŻ 1. įć“×Ęų╬÷ ╣ż╝■├¹ĘQŻ║f5.2mmĪ┴48mĖ╔į’ÖC(j©®)┤¾²X╚”Ż¼▓─┘|(zh©¼)╩ŪZG42CrMoŻ¼Ę©Ž“─ŻöĄ(sh©┤)Mn=50Ż¼²XöĄ(sh©┤)z=144Ż¼ē║┴”ĮŪ”┴n=20ĪŃŻ¼”┬=0ĪŃŻ©ų▒²XŻ®Ż¼²XĒöą▐ą╬E=0.94Ż¼ą▐ą╬Ė▀Č╚Dh=31.42mmŻ¼²XĖ∙łA╗Ī░ļÅĮr=19.5mmŻ¼²X║±╣½▓ŅDs=ŻŁ3.526mmŻ¼Š½Č╚Ą╚╝ēAGMA10Ż¼²X├µ▒Ē├µ┤ų▓┌Č╚ųĄRa=3.2mmŻ¼įO(sh©©)ėŗę¬Ū¾¤ß╠Ä└Ēė▓Č╚Ż║ 280Ī½320HBWĪŻ 2. įO(sh©©)ėŗĘų╬÷ f5.2mmĪ┴48mĖ╔į’ÖC(j©®)┤¾²X╚”×ķMn50Ą─ą▐ą╬²X▌åŻ¼Mn50│¼┤¾─ŻöĄ(sh©┤)ą▐ą╬╩ß²XĄČĄ─įO(sh©©)ėŗųŲįņį┌ć°ā╚(n©©i)▀Ć╩Ū┐š░ūŻ¼ę“┤╦╩ß²XĄČŠ▀Ą─įO(sh©©)ėŗ╝░ųŲįņąĶę¬äō(chu©żng)ą┬ĪŻäō(chu©żng)ą┬³cŻ║ó┘ąĶę¬čąŠ┐Š½╩ß²XĄČŪąŽ„╚ą²Xą╬ą▐ą╬▓┐ĘųĄ─ģóöĄ(sh©┤)įO(sh©©)ėŗ┼c▒╗╝ė╣ż²X▌å²XĒöą▐ą╬┴┐Ą─ĻP(gu©Īn)ŽĄŻ¼▒ŻūC▒╗╝ė╣ż²X▌åĄ─²Xą╬Š½Č╚ĪŻó┌蹊┐Š½╩ßŪ░═┌Ė∙╩ß²XĄČĄ─²XĒöłA╗Ī┼c²Xą╬Ą─▀^Č╔ĻP(gu©Īn)ŽĄŻ¼╚ń╣¹Š½╩ß²XĄČ²XĒöłA╗Īģó╝ė│įĄČŻ¼Ģ■╩╣ŪąŽ„«a(ch©Żn)╔·Ą─ÅØŠžį÷┤¾Ż¼ŪąŽ„┐╣┴”╝▒äĪį÷╝ėŻ¼ī¦(d©Żo)ų┬ŪąŽ„▓╗ŲĮĘĆ(w©¦n)Ż¼«a(ch©Żn)╔·š±äė¼F(xi©żn)Ž¾Ż¼▌pš▀Ģ■ę²Ų²X├µėą▓©╝yŻ¼▒Ē├µ┘|(zh©¼)┴┐▓ŅŻ¼ć└(y©ón)ųžš▀Ģ■ę²Ų┐ąĄČ╔§ų┴┤“ĄČĪŻ 3. ĄČŠ▀įO(sh©©)ėŗą╬╩Į Mn50²X▌åĄ─²Xą╬│▀┤ń▓╗▒╚ųąąĪ─ŻöĄ(sh©┤)Ż¼╩Ū│¼┤¾ą═ęÄ(gu©®)Ė±Ż¼▓óŪęįō²X▌åę¬Ū¾ī”²Xą╬ą▐ą╬ĪŻō■(j©┤)╩ß²XĄČĄ─įO(sh©©)ėŗįŁ└ĒŻ¼ĮY(ji©”)║Ž╚š▒Š┤©Ųķ╣½╦Š”š5.2mmĪ┴48mĖ╔į’ÖC(j©®)²X▌åĄ─²Xą╬ģóöĄ(sh©┤)ę¬Ū¾Ż¼įO(sh©©)ėŗ┴╦ę╗ĘN═┌Ė∙╩ß²XĄČŻ©ęŖłD1ĪółD2Ż®Ż╗ę╗ĘNŠ½╩ß²XĄČŻ¼╚ńłD3ĪółD4╦∙╩ŠĪŻ╩ß²XĄČ▓─┘|(zh©¼)▀xė├W6Mo5Cr4V2AlŻ¼ĄČŠ▀▒Ē├µ═┐īėTiAlNĪŻĄČŠ▀▒Ē├µĮø(j©®ng)═┐īėTiAlN║¾─▄’@ų°╠ßĖ▀ĄČŠ▀Ą──═─źąįŻ¼╠ßĖ▀▒╗╝ė╣ż┴Ń╝■Ą─▒Ē├µ┘|(zh©¼)┴┐ĪŻ
4. ĄČŠ▀æ¬(y©®ng)ė├ ╩ß²XŪ░┤¾²X╚”²X║±┴¶┴┐2mmŻ¼²XĖ∙┴¶┴┐1.0Ī½1.2mmŻ¼╩ūŽ╚ė├═┌Ė∙╩ß²XĄČ░č²XĄū╔ŅČ╚╝ė╣żĄĮįO(sh©©)ėŗ│▀┤ńŻ¼į┘ė├Š½╝ė╣ż╩ß²XĄČŠ½╩ß²XĪŻŠ½╩ß²X▀^│╠ųąŻ¼į┌²X║±╔ąėą0.2mm┴¶┴┐ĢrŻ¼░l(f©Ī)¼F(xi©żn)Š½╩ß²XĄČ²XĒöłA╗Īģó╝ė┴╦│įĄČŻ¼▀@╩╣ŪąŽ„«a(ch©Żn)╔·Ą─ÅØŠžį÷┤¾Ż¼ŪąŽ„┐╣┴”╝▒äĪį÷╝ėŻ¼ī¦(d©Żo)ų┬ŪąŽ„▓╗ŲĮĘĆ(w©¦n)Ż¼ėąš±äė¼F(xi©żn)Ž¾ĪŻę²Ų²X├µėą▓©╝yŻ¼▒Ē├µ┘|(zh©¼)┴┐▓ŅŻ¼«a(ch©Żn)╔·┐ąĄČ¼F(xi©żn)Ž¾ĪŻ ═©▀^ī”ĄČŠ▀įO(sh©©)ėŗģóöĄ(sh©┤)▀M(j©¼n)ąąĘų╬÷░l(f©Ī)¼F(xi©żn)Ż¼═┌Ė∙╩ß²XĄČĄ─²XĒöłA╗Ī┴¶┴┐╠½┤¾Ż¼▓╗└¹ė┌Š½╩ß²XĪŻ Å─═┌Ė∙╩ß²XĄČ║═Š½╩ß²XĄČ²Xą╬ī”▒╚┐╔ęį┐┤│÷Ż©ęŖłD5Ż®Ż¼ā╔ĘN╩ß²XĄČ²XĒöłA╗Ī▓╗ųž║ŽŻ¼┤µį┌ķgŽČĪŻšf├„═┌Ė∙╩ß²XĄČ╝ė╣ż║¾Ż¼Š½╩ß²XĄČĄ─²XĒöłA╗Īģó╝ė┴╦ŪąŽ„Ż¼▀@▓╗└¹ė┌╩ß²XĪŻę“┤╦═┌Ė∙╩ß²XĄČėąĖ─▀M(j©¼n)Ą─┐šķgŻ¼ąĶę¬Ė─▀M(j©¼n)Ż¼┤_▒ŻŠ½╩ß²XĄČ²XĒöłA╗Ī▓╗ģó╝ėŪąŽ„ĪŻĮø(j©®ng)蹊┐Ęų╬÷Ż¼ī”Š½╩ß²XĄČĖ─▀M(j©¼n)Ż¼▒Ż┴¶²XĒöłA╗ĪŪąŽ„▓┐ĘųŻ¼░č²Xé╚(c©©)ŪąŽ„╚ą░┤═┌Ė∙ĄČ²Xą╬įO(sh©©)ėŗŻ¼ča│õįO(sh©©)ėŗ┴╦ę╗ĘNą┬Ą─═┌Ė∙╩ß²XĄČŻ©ęŖłD6Ż®ĪŻ
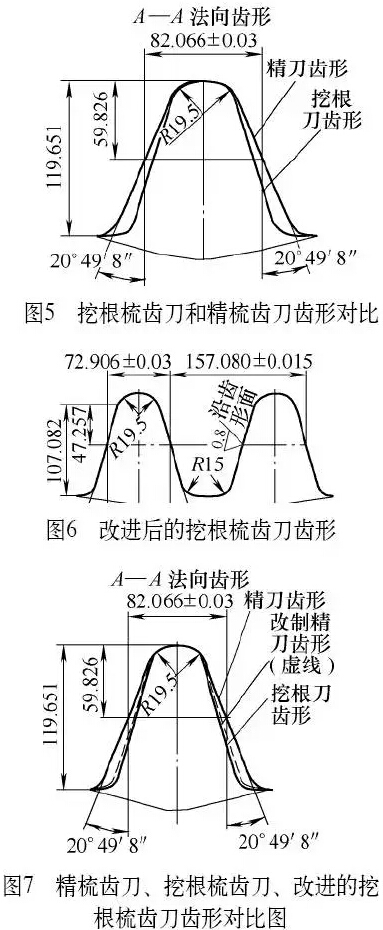
ė├Š½╩ß²XĄČĖ─ųŲĄ─═┌Ė∙╩ß²XĄČ╝ė╣ż▀^│╠ŪąŽ„ŲĮĘĆ(w©¦n)Ż¼ø]ėą░l(f©Ī)╔·«É│ŻŪķørŻ¼²X▌åĖ∙▓┐łA╗Ī╩ß²XĒś└¹ĪŻ ļS║¾╩╣ė├Š½╩ß²XĄČ╩ß²XŻ¼╩ß²X▀^│╠ŲĮĘĆ(w©¦n)Ż¼ø]ėąš±ĄČ¼F(xi©żn)Ž¾Ż¼łAØM═Ļ│╔┴╦┤¾²X╚”Ą─╝ė╣żĪŻ┤¾²X╚”Ą─²Xą╬Įø(j©®ng)Öz£y║ŽĖ±Ż¼“×ūC┴╦įō╩ß²XĄČĄ─²Xą╬ģóöĄ(sh©┤)įO(sh©©)ėŗš²┤_║Ž└ĒŻ¼ė╚Ųõ╩Ūī”²Xą╬ą▐ą╬▓┐Ęų▀M(j©¼n)ąą┴╦šJ(r©©n)šµ“×ūCŻ¼ĮY(ji©”)╣¹═Ļ╚½Ę¹║Ž«a(ch©Żn)ŲĘįO(sh©©)ėŗę¬Ū¾Ż©ęŖłD7Ż®ĪŻ 5. ĮY(ji©”)šZ ╬ę╣½╦ŠčąųŲĄ─Mn50ą▐ą╬╩ß²XĄČ│╔╣”═Ļ│╔┴╦f5.2mmĪ┴48mĖ╔į’ÖC(j©®)²X▌åĄ─╩ß²X╝ė╣żŻ¼╝ė╣żŠ½Č╚═Ļ╚½Ę¹║Ž«a(ch©Żn)ŲĘįO(sh©©)ėŗę¬Ū¾ĪŻ─┐Ū░ć°ā╚(n©©i)²X▌åØLĄČūŅ┤¾─ŻöĄ(sh©┤)▀_(d©ó)ĄĮMn45Ż¼Mn50│¼┤¾─ŻöĄ(sh©┤)ą▐ą╬╩ß²XĄČ╠Ņča┴╦ć°ā╚(n©©i)│¼┤¾─ŻöĄ(sh©┤)²X▌åĄČŠ▀Ą─┐š░ūĪŻMn50│¼┤¾─ŻöĄ(sh©┤)ą▐ą╬╩ß²XĄČčąųŲ│╔╣”╩╣╬ę╣½╦Šį┌│¼┤¾─ŻöĄ(sh©┤)²X▌å╝ė╣żŅI(l©½ng)ė“Š▀éõ┴╦¬Ü╠žĄ─╝╝ąg(sh©┤)╝ė╣ż─▄┴”Ż¼╩ŪĮŌøQ│¼┤¾─ŻöĄ(sh©┤)²X▌å╝ė╣żĄ─ūŅ╝č▀xō±Ż¼ī”ė┌▀M(j©¼n)ę╗▓Įķ_░l(f©Ī)╣½╦Š«a(ch©Żn)ŲĘ╩ął÷Š▀ėą▌^Ė▀Ą─æ(zh©żn)┬įęŌ┴x║═Įø(j©®ng)Ø·(j©¼)ęŌ┴xĪŻ Ż©ū„š▀Ż║ųąą┼ųž╣żÖC(j©®)ąĄ╣╔Ę▌ėąŽ▐ž¤(z©”)╚╬╣½╦Š ĖČ▐▒ ╔Ļ├„ĖČ £žØ²Ż® |
 |
ųąć°Õæē║ŠW(w©Żng)╣┘ĘĮ╬óą┼Ż║Æ▀ę╗Æ▀Ż¼┴ó╝┤ĻP(gu©Īn)ūóŻĪ
ĻP(gu©Īn)ūó"ųąć°Õæē║ŠW(w©Żng)"Ż¼½@╚Ī¬Ü╝ęąąśI(y©©)ą┬┬ä┘YėŹĪŻ ╠Ē╝ėĘĮĘ©1Ż║ į┌Ī░╠Ē╝ė║├ėčĪ▒ųąų▒Įė╠Ē╝ė╬óą┼┘~╠¢Ż║chinaforge ╠Ē╝ėĘĮĘ©2Ż║ ╬óą┼ųąÆ▀├Ķū¾é╚(c©©)Ą─Č■ŠS┤a |