─·Ą─«öŪ░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > š²╬─
─·Ą─«öŪ░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > š²╬─|
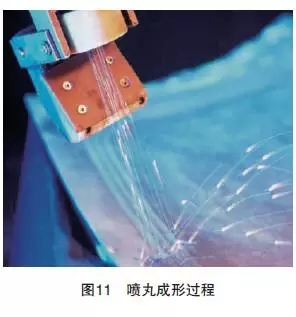
6ĪĪćŖ═Ķ│╔ą╬╝╝ąg┼cčbéõ ćŖ═Ķ│╔ą╬╝╝ąg╩Ū└¹ė├Ė▀╦┘ÅŚ═Ķ┴„ū▓ō¶Įī┘░Õ▓─Ą─▒Ē├µŻ¼╩╣╩▄ū▓ō¶Ą─▒Ē├µ╝░ŲõŽ┬īėĮī┘▓─┴Ž«a╔·╦▄ąįūāą╬Č°čė╔ņŻ¼Å─Č°ų▓Į╩╣░Õ▓─░l╔·Ž“╩▄ćŖ├µ═╣Ų╗“░╝Ž┬Ą─ÅØŪ·ūāą╬Č°▀_ĄĮ╦∙ąĶ═Ōą╬Ą─ę╗ĘN│╔ą╬ĘĮĘ©ĪŻ╚ń╣¹┴Ń╝■Ū·┬╩▀^┤¾Ż¼ūįė╔ćŖ═Ķ¤oĘ©│╔ą╬Ųõ═Ōą╬Ż¼Š═ąĶę¬ŅAæ¬┴”ćŖ═ĶĪŻćŖ═Ķ│╔ą╬▀^│╠╚ńłD11 ╦∙╩ŠĪŻ
Ą┬ć°KSA╣½╦Š┼c╚╩┐BaikerAG ║Žū„×ķAirbus ╠ß╣®┴╦╩└Įń╔ŽūŅ┤¾Ą─ćŖ═Ķ│╔ą╬ÖC┤▓Ż¼ęŖłD12ĪŻŲõćŖ═Ķ╩ę│▀┤ń×ķ13.5mĪ┴4.5mĪ┴6mŻ¼┐╔│╔ą╬11mĪ┴3.1mĪ┴1.5m │▀┤ńĄ─┴Ń╝■ĪŻ┤Ņ▌dćŖ═ĶŅ^Ą─ÖCŲ„╚╦į┌6 éĆūįė╔Č╚╔ŽĄ─Č©╬╗Š½Č╚╩Ū0.1mmĪŻ 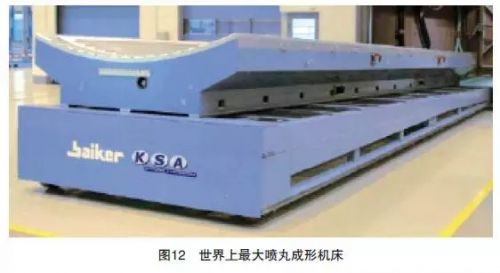
7ĪĪ╚õūāĢrą¦│╔ą╬╝╝ąg┼cčbéõ 20 ╩└╝o80 ─Ļ┤·ųąŲ┌Ż¼ė╔┬Õ┐╦═■Ā¢╣½╦Š║═├└ć°┐š▄Ŗ┬ō║Žķ_░l┴╦╚õūāĢrą¦│╔ą╬╝╝ągŻ©ęÓĘQĢrą¦æ¬┴”╦╔│┌│╔ą╬╝╝ągŻ®Ż¼▓óæ¬ė├ė┌’wÖCÖCęĒ╔ŽĪóŽ┬▒┌░ÕĄ─ųŲįņųąĪŻ ╚õūāĢrą¦│╔ą╬▀^│╠═¼Ģr░³║¼┴╦æ¬┴”╦╔│┌║═╚╦╣żĢrą¦▀^│╠ĪŻæ¬┴”╦╔│┌ė├ė┌«a╔·ė└Š├ūāą╬Ż¼£p╔┘│╔ą╬║¾Ą─╗žÅŚ┴┐Ż¼╠ßĖ▀┘N─ŻČ╚Ż╗╚╦╣żĢrą¦▀^│╠─▄ē“╠ßĖ▀Įī┘▓─┴ŽĄ─┐╣└ŁÅŖČ╚ĪóŪ³Ę■ÅŖČ╚║═ė▓Č╚Ż¼į÷╝ė▓─┴ŽĄ─ŲŻä┌ē█├³ĪŻė╔ė┌Ģrą¦│╔ą╬▀^│╠ųąūāą╬æ¬┴”╦«ŲĮĄ═Ż¼įOéõ╣żčbŠ▀ėą╚ßąį║══©ė├ąįŻ¼Ūę│╔▒ŠĄ═Ż¼│╔×ķĮŌøQ║±├╔Ųż╗“▒┌░ÕŅÉ┤¾ą═Å═ļsŌkĮ┴Ń╝■Š½├▄│╔ą╬ėąą¦Ą─╣ż╦ćĘĮĘ©ĪŻ┐š┐═╣½╦Š▓╔ė├╚õūāĢrą¦│╔ą╬╝╝ągŻ¼│╔ą╬╩└Įń╔ŽūŅ┤¾╔╠ė├┐═ÖCA380Ą─ÖCęĒ▒┌░ÕŻ¼▒┌░ÕķL33mĪóīÆ2.8mmĪó║±Č╚Å─3mm ų┴28mmŻ¼ļpŪ·ÜŌäė═Ōą╬įOėŗŻ¼čb┼õ╚▌▓Ņę¬Ū¾┐žųŲį┌0~1mmų«ķgŻ¼ē║┴”0.85MPaŻ¼£žČ╚150ĪµŻ¼24h╔·«aę╗╝■═Ōą╬║ŽĖ±Ą─ÖCęĒ▒┌░ÕĪŻŲõ▓╔ė├Ą─¤ßē║╣▐Ż©łD13Ż®ėą300t ųžŻ¼ų▒ÅĮ6mŻ¼ķLČ╚42mŻ¼ķLČ╚ĘĮŽ“░³└©9 éƬÜ┴ó┐žųŲĄ─╝ė¤ßå╬į¬Ż¼ęį▒ŻūCį┌š¹éƤßē║╣▐ā╚£žČ╚┐žųŲš`▓Ņį┌3Īµęįā╚ĪŻ 
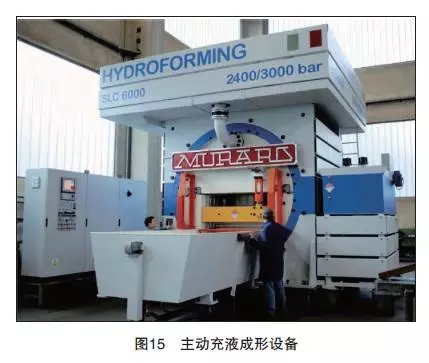
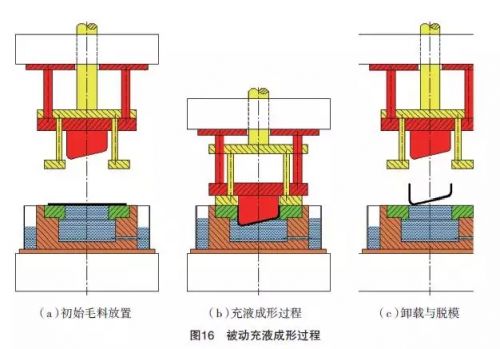
8ĪĪ│õę║│╔ą╬╝╝ąg┼cčbéõ Ė∙ō■│╔ą╬ī”Ž¾▓╗═¼Ż¼│õę║│╔ą╬┐╔Ęų×ķ╣▄▓─│õę║│╔ą╬┼c░Õ▓─│õę║│╔ą╬ā╔ĘN╣ż╦ćĪŻłD14 ═©▀^╚²═©╣▄│╔ą╬▀^│╠šf├„┴╦╣▄▓─│õę║│╔ą╬╣ż╦ćŻ¼ŲõīŹ┘|▀^│╠Š═╩Ū╣▄▓─į┌▌SŽ“▀MĮo║═ę║ē║├øą╬Ą─ģfš{ū„ė├Ž┬│╔ą╬│÷╦∙ąĶ┴Ń╝■ĪŻĄ┬ć°SCHULER Ą╚╣½╦ŠĄ╚ķ_░l┴╦īŻė├Ą─╣▄▓─ę║ē║├øą╬čbéõĪŻ░Õ▓─│õę║│╔ą╬ėų┐╔Ęų×ķų„äė│õę║│╔ą╬║═▒╗äė│õę║│╔ą╬ĪŻęŌ┤¾└¹MURARO Ą╚╣½╦Šķ_░l┴╦īŻė├Ą─ų„äė│õę║│╔ą╬ÖC┤▓╚ńłD15 ╦∙╩ŠĪŻ▒╗äė│õę║│╔ą╬▀^│╠╚ńłD16 ╦∙╩ŠĪŻ╚ĄõAPT Ą╚╣½╦Šķ_░l┴╦īŻė├Ą─▒╗äė│õę║│╔ą╬ÖC┤▓Ż¼ęŖłD17ĪŻ 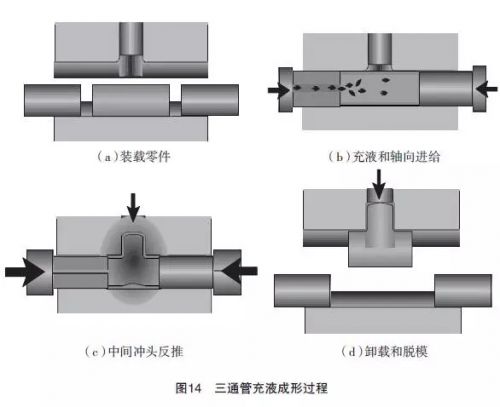

9ĪĪ¤ßø_ē║│╔ą╬╝╝ąg┼cčbéõ ¤ßø_ē║│╔ą╬╣ż╦ćĘų×ķĘŪĄ╚£ž¤ßø_ē║╣ż╦ć║═Ą╚£ž¤ßø_ē║╣ż╦ćĪŻĘŪĄ╚£ž¤ßø_ē║╣ż╦ćųĖų╗╝ė¤ß─ŻŠ▀╗“ų╗╝ė¤ß░Õ┴ŽĄ─│╔ą╬╣ż╦ćĪŻČ°Ą╚£ž¤ßø_ē║ųĖ─ŻŠ▀║═░Õ┴ŽČ╝╝ė¤ßĄĮ═¼ę╗£žČ╚Ż¼╚╗║¾▀Mąą│╔ą╬Ą─╣ż╦ćĪŻ║¾š▀į┌║Į┐šŅIė“æ¬ė├ĘŪ│ŻÅVĘ║ĪŻĘ©ć°ACBĪó├└ć°CYRILBATHĪóACCUDYNEĄ╚╣½╦ŠČ╝ųŲįņ▀@ĘNīŻė├¤ß│╔ą╬čbéõŻ¼ęŖłD18ĪŻ 
10 │¼╦▄│╔ą╬/öU╔ó▀BĮė╝╝ąg┼cčbéõ ─│ą®▓─┴Žį┌ę╗Č©Ą─£žČ╚Īóę╗Č©Ą─ūāą╬╦┘┬╩ęį╝░ę╗Č©Ą─ĮM┐ŚŚl╝■Ž┬Ģ■░l╔·│¼╦▄ąį¼FŽ¾Ż¼╝┤Ųõčė╔ņ┬╩┐╔▀_ĄĮ░┘Ęųų«Äū░┘ĄĮÄūŪ¦ĪŻ║Į┐šŅIė“æ¬ė├Ą─│¼╦▄│╔ą╬ę╗░ŃųĖ│¼╦▄ÜŌ├ø│╔ą╬Ż¼╝┤═©▀^Š½┤_┐žųŲÜÕÜŌ▀MĮo┴┐Ż¼į┌Ė▀£žŽ┬╩╣Įī┘▒Ī░Õ░l╔·│¼╦▄ąįūāą╬ĪŻĘ©ć°ACBĪó├└ć°CYRILBATHĪóACCUDYNEĄ╚╣½╦ŠČ╝ųŲįņ▀@ĘNīŻė├│¼╦▄│╔ą╬čbéõĪŻ │¼╦▄│╔ą╬/öU╔ó▀BĮėŻ©SPF/DBŻ®ĮM║Ž╣ż╦ćät╩Ū└¹ė├▓─┴Žį┌│¼╦▄ąįĀŅæBŽ┬┴╝║├Ą─╣╠æBš│║Žąį─▄Č°░lš╣ŲüĒĄ─ę╗ĘNĮM║Ž╣ż╦ć╝╝ągŻ¼╦³─▄į┌┴Ń╝■│¼╦▄│╔ą╬Ą─═¼Ģr═Ļ│╔┴Ń╝■─│ą®▓┐╬╗Ą─öU╔ó▀BĮėŻ¼Å─Č°│╔ą╬│÷ą╬ĀŅ╩«ĘųÅ═ļsĄ─Ė▀ąį─▄š¹¾wśŗ╝■ĪŻįō╝╝ągĄ─īŹ¼FĖ─ūā┴╦é„Įy’wąąŲ„ĮYśŗ╝■╦∙╩╣ė├Ą─ŃTĮėĪó┬▌ĮėĪó─zĮėĄ╚ą╬╩ĮŻ¼ĮĄĄ═┴╦┴Ń╝■š¹¾wųž┴┐Ż¼╩╣Å═ļs▒Ī▒┌┴Ń╝■š¹¾w╗»Ż¼┐sČ╠┴╦ųŲįņų▄Ų┌Ż¼╠ßĖ▀┴╦┴Ń╝■š¹¾wąį─▄ĪŻ ĮY╩°šZ ļSų°ć°ā╚ą┬ę╗┤·æÖCĪó┤¾ą═┐═ÖCĪó┤¾ą═▄Ŗė├▀\▌öÖCĄ─čąųŲŻ¼ī”Ž╚▀MŌkĮųŲįņ╝╝ąg┼cčbéõĄ─ąĶŪ¾į÷ČÓĪŻČ°╔Ž╩÷ŌkĮųŲįņčbéõ╗∙▒Šė╔ÜW├└Ą╚ć°Äū╝ę╣½╦Šē┼öÓŻ¼ć°ā╚╚▒Ę”ŽÓæ¬Ą─įOėŗųŲįņ─▄┴”ĪŻ▀@ĘNŪķørī¦ų┬ć°═Ōčbéõ╩█ārĖ▀░║Ż¼ć°ā╚┤¾ą═║Į┐šųŲįņŲ¾śIų╗─▄┘Å┘I1~2 ┼_Ż¼Ė∙▒Š¤oĘ©ØMūŃ╣żÅSīŹļH╔·«aąĶŪ¾Ż╗Č°ąĪą═║Į┐šųŲįņŲ¾śIĖ³╩Ū¤o┴”┘Å┘IĪŻė╔ė┌╚▒Ę”Ž╚▀MčbéõŻ¼Ž╚▀MĄ─╣ż╦ć╝╝ąg¤oĘ©īŹ╩®Ż¼ć°ā╚║Į┐šųŲįņ╦«ŲĮ¤oĘ©▀Mę╗▓Į╠ß╔²ĪŻę“┤╦īŹ¼F╔Ž╩÷Ž╚▀MŌkĮųŲįņ╝╝ąg┼cčbéõĄ─ūįų„čą░lęčĮøŲ╚į┌├╝Į▐ĪŻ |
 |
ųąć°Õæē║ŠW╣┘ĘĮ╬óą┼Ż║Æ▀ę╗Æ▀Ż¼┴ó╝┤ĻPūóŻĪ
ĻPūó"ųąć°Õæē║ŠW"Ż¼½@╚Ī¬Ü╝ęąąśIą┬┬ä┘YėŹĪŻ ╠Ē╝ėĘĮĘ©1Ż║ į┌Ī░╠Ē╝ė║├ėčĪ▒ųąų▒Įė╠Ē╝ė╬óą┼┘~╠¢Ż║chinaforge ╠Ē╝ėĘĮĘ©2Ż║ ╬óą┼ųąÆ▀├Ķū¾é╚Ą─Č■ŠS┤a |