─·Ą─«öŪ░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > š²╬─
─·Ą─«öŪ░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > š²╬─|
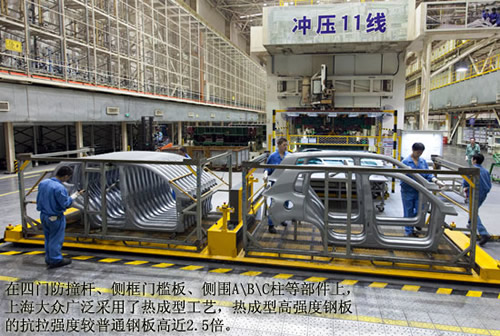
į┌ųąć°Ż¼Ž¹┘Mš▀┴ĢæTė┌īó╩ą├µ╔ŽõN╩█Ą─Ų¹▄ć░┤ŽĄüĒĘųŅÉŻ¼ųT╚ńĄ┬ŽĄĪó├└ŽĄĪó╚šŽĄĪóĒnŽĄĪóĘ©ŽĄĄ╚Ż¼Č°╦³éāĖ„ūįėųėąų°ŽÓé„ČÓ─ĻĄ─ŲĘ┼ŲėĪ█EŻ¼▓╗╣▄─Ńą┼Ż¼▀Ć╩Ū▓╗ą┼Ż¼┐éų«Ą┬ŽĄ▄ćĄ─Ė▀╣ż╦ćĪó├└ŽĄ▄ćĄ─┤¾│▀┤ńĪó╚šŽĄ▄ćĄ─Ą═ė═║─Č╝╩Ū╔Ē▀ģČ·╩ņ─▄įöĄ─├Ķ└Lį~ģRĪŻ ĮĶų°╔Ž║Ż┤¾▒Ŗ│╔┴ó30ų▄─Ļų«ļHŻ¼Ų¹▄ć«aĮøŠWę▓ėąąęū▀▀M┴╦╔Ž║Ż┤¾▒ŖĮ©│╔ūŅįńĄ─▐I▄ć╔·«a╗∙Ąž---░▓═ż╗∙ĄžŻ¼ĒśÄ¦üĒ¾w“׎┬é„šfųąĄ─Ą┬╩ĮųŲįņ╣ż╦ćĪŻŻ©ūóŻ║▒Š┤╬ģóė^Ą─×ķŲ¹▄ć╚²ÅSŻ® Part1Ż║ø_ē║▄ćķg ū„×ķš¹éĆŲ¹▄ć╔·«aŠĆĄ─Ų³cŻ¼ø_ē║▄ćķgų„ę¬│ąō·ų°╔·«aĖ„ĘN╔Ž║Ż┤¾▒ŖŲ¹▄ćūįųŲø_ē║╝■Ą─╚╬äšĪŻ
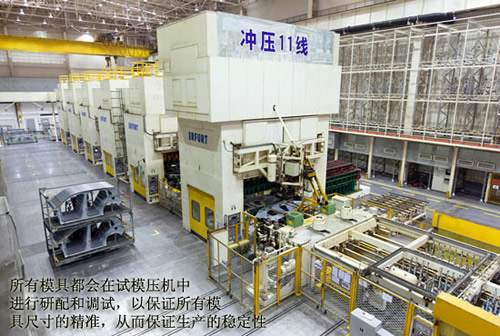
╚²ÅS┼õéõ┴╦ć°ļHŅIŽ╚Ą─įć─Żē║ÖCŻ¼╦∙ėą─ŻŠ▀į┌▀@└’▀Mąąčą┼õ║═š{įćŻ¼▒ŻūC╦∙ėą─ŻŠ▀│▀┤ńŠ½£╩Ż¼Å─Č°▒ŻūC╔·«aĄ─ĘĆČ©ąįĪŻ Č°ßśī”▄ć╔Ēé╚ć·ĪóĄū░ÕĄ╚ģ^ė“Ż¼╔Ž║Ż┤¾▒ŖŲ¹▄ćę▓═¼śė▓╔ė├┴╦š¹¾wø_ē║│╔ą╬Ą─╣ż╦ćŻ¼└²╚ńŻ¼īóĘų×ķÄūéĆ┴Ń╝■Ęųäeø_ē║Ą─Ąž░Õū÷×ķę╗éĆš¹¾w┴Ń╝■▀Mąąø_ē║│╔ą╬Ż¼╩╣Ą├▄ć╔Ēėą┴╦┴╝║├Ą─Ąž╗∙Ż╗īóĘųČ╬é╚ć·Ė─×ķš¹¾wé╚ć·Ż¼╝ėÅŖ┴╦▄ć╔ĒĄ─š¹¾wąįĪŻ▀@ĘNš¹¾wø_ē║│╔ą╬Ą─╣ż╦ćļm╚╗╝ė┤¾┴╦ø_ē║ļyČ╚║═ī”░Õ▓─Ą─ę¬Ū¾Ż¼Ą½▀@ĘNš¹¾wĄ─▄ć╔Ē┴Ń╝■▒▄├Ō┴╦Č■┤╬║ĖĮėŻ¼─▄ē“ėąą¦Ąž╝ė╣╠▄ć╔ĒÅŖČ╚Ż¼▓ó╝µŅÖ┴╦š¹¾wø_ē║Ą─čėš╣ąįĪŻ
┤╦═ŌŻ¼╔Ž║Ż┤¾▒ŖŲ¹▄ćį┌╣ż╦ćŁh╣Ø╔Ž▀Ćį÷╝ė┴╦ę╗Ą└š¹ą╬╣ż╦ćŻ¼▀@Ą└╣ż╦ć─▄ūŅ┤¾Ž▐Č╚Ąž▒ŻūC┴Ń╝■│▀┤ńĄ─Ė▀Š½Č╚Ż¼┤_▒Ż┴Ń╝■┘|┴┐Ą─ĘĆČ©ąįĪŻ Part2Ż║▄ć╔Ē▄ćķg Įø▀^ø_ē║║¾Ą─┴Ń╝■īó▀M╚ļ▄ć╔Ē▄ćķgĪŻ▄ć╔Ē╣ż╦ćųĖ░ū▄ć╔ĒĄ─║Ėčb╣ż╦ćŻ¼╩Ūīóø_ē║║├Ą─Ė„ĘN▄ć╔Ē┴Ń╝■═©▀^║ĖĮė╣ż╦ć▀BĮėį┌ę╗ŲĄ─▀^│╠ĪŻ┤“éĆ═©╦ūĄ─▒╚ė„Ż¼╚ń╣¹šfø_ē║╣ż╦ć╩Ūīó▓╝┴Ž▓├£p│╔║Ž▀mĄ─Ų¼Ż¼─Ū├┤▄ć╔Ē╣ż╦ćŠ═╩Ūīó▀@ą®▓╝┐pųŲ│╔ę┬Ę■Ż¼Č°ę┬Ę■┘|┴┐╚ń║╬Ż¼▀Ć╩Ūę¬╚ĪøQė┌┐pųŲĄ─ßś─_╩ŪʱŠ½╝ÜĪŻ
×ķ┴╦▒ŻūC▄ć╔Ē║ĖĮė╣ż╦ćĄ─Š½┤_ąįŻ¼╔Ž║Ż┤¾▒Ŗ▄ć╔Ē▄ćķg┤¾┴┐▓╔ė├┴╦ÖCŲ„╚╦ūįäė║ĖĮėŻ¼╔·«aŠĆ┐╔īŹ¼FČÓ▄ćą═Ą─╗ņŠĆ╔·«aĪŻ┤╦═ŌŻ¼Ęų▓╝ė┌▄ć╔Ēų„ŠĆĄ─į┌ŠĆ£y┴┐╝╝ągŻ¼į┌╚½▄ćķgĄ─╦─éĆį┌ŠĆ£y┴┐╣ż╬╗Ż¼▓╔ė├╝ż╣ŌĪóęĢėXé„ĖąŲ„ĪółDŽ±╠Ä└Ēęį╝░ėŗ╦ŃÖC┐žųŲĄ╚╝╝ągīŹ¼F╬’¾w┐šķg│▀┤ńĄ─Š½├▄£y┴┐═©▀^14┼_£y┴┐ÖCŲ„╚╦▒O┐ž802éĆ³cŻ¼ī”░ū▄ć╔ĒĄ─ųžę¬│▀┤ńīŹąą100%▒O┐žĪŻ
į┌š¹éĆ▄ć╔Ē▄ćķgųąŻ¼ć°ļHŽ╚▀MĄ─╝ż╣Ō║ĖĮė╝╝ąg▒╗Ųš▒ķ▓╔ė├ĪŻ╝ż╣Ō║ĖĮė┐╔ęį╩╣▓╗═¼õō░Õų«ķgĄ─▀BĮė╠Ä▀_ĄĮ┴╦ĘųūėĮY║ŽĄ─ĀŅæBĪŻ▀@śėĄ─║ĖĮė╣ż╦ć┐╔ęįīóš¹éĆ▄ć╔ĒĄ─õōąįĮYśŗ╠ßĖ▀30ŻźĪŻ ─┐Ū░į┌▄ćĒöĪóé╚ć·Īó╦─ķTā╔╔wĄ╚▓┐╬╗ÅVĘ║▓╔ė├┴╦╝ż╣Ō║ĖĮė╣ż╦ćŻ¼▓╗āH╠ßĖ▀┴╦▄ć╔ĒĄ─ÅŖČ╚Ż¼ę▓┤_▒Ż▀BĮė╣ż╦ć║Ė┐pĄ─├└ė^Č╚║═╣ŌØŹČ╚ĪŻ┼c┤╦═¼ĢrŻ¼į┌▄ć╔ĒĄ─Ū░║¾┐v┴║║═Ū░Ąū░Õģ^ė“╚½├µæ¬ė├╝ż╣ŌŲ┤║Ė░ÕŻ¼īóā╔ēK║±Č╚▓╗ę╗Ą─õō░Õ═©▀^╝ż╣Ō║ĖĮė║Ž×ķę╗¾wĪŻį┌░l╔·┼÷ū▓ĢrŻ¼▌^▒ĪĄ─õō░ÕŽ╚░l╔·ūāą╬Ż¼│õĘų╬³╩š┼÷ū▓─▄┴┐Ż¼Å─Č°┤_▒Ż±{│╦╚╦åTĄ─░▓╚½ĪŻ Part3Ż║ė═Ųß▄ćķg ┐éŲ┤═Ļ│╔║¾Ż¼░ū▄ć╔Ēīó▒╗╦═╚ļė═Ųß▄ćķg▀Mąą═┐čbĪŻ╚²ÅSė═Ųß▄ćķgĄ─ų„ę¬╣ż╦ć▀^│╠ė╔ŅA╠Ä└ĒļŖėŠĪóPVC├▄ĘŌĪóųą═┐Īó├µŲßĪóš¹└Ēł¾Į╗Īó┐šŪ╗ūó┼DĄ╚ÄūéĆųžę¬Ą─╣ż╦ćĪŻ ═Ļ│╔║ĖĮėĄ─░ū▄ć╔Ē╩ūŽ╚ę¬▀M╚ļļŖėŠŁh╣ØŻ¼į┌▄ć╔Ē╔Ž┼¹╔Žę╗īėļŖėŠŲß─żĪŻ═Ļ│╔ļŖėŠ║¾Ż¼▄ć╔ĒīóĮ╗ė╔īŻė├Ą─Drehwagen (Ąū▓┐ĘŁ▐DąĪ▄ć)═Ļ│╔PVCūįäėćŖ═┐├▄ĘŌĪŻ
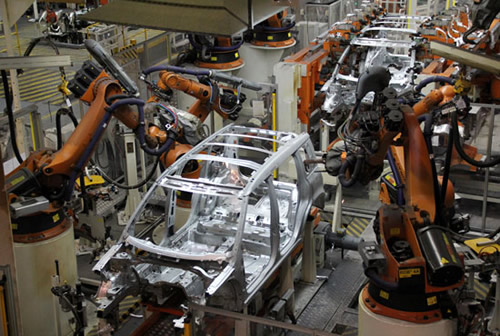
į┌═┐├µŲߣh╣ØŻ¼╩ūŽ╚ė╔°r°B├½╚źļxūė’LĄČī”▄ć╔Ē▒Ē├µ▀Mąą╚½├µŪÕØŹŻ¼ļS║¾ė╔╚½ūįäėćŖ═┐ÖCŲ„╚╦ī”═Ō▒Ē├µ▀MąąÖCŲ„╚╦Ė▀Ę┬ąį╚½ūįäėņoļŖćŖ═┐ĪŻŽ╚▀MĄ─4╠ūABBÖCŲ„╚╦ćŖ─zŽĄĮyīŹ¼FīÆĦ┐╔┐žĄ─ĦĀŅą¦╣¹Ż¼£p╔┘įŁ┴Ž│╔▒ŠŻ¼£p╔┘▄ć╔Ēųž┴┐ĪŻ ćŖŲß▀^│╠ųąŻ¼ćŖŲß╩ę▓╔ė├┴╦Ė╔╩ĮŲßņF╬³╩šŽĄĮyŻ¼═©▀^裣h┐šÜŌ╝░╩»╗ę╩»╬³╩šŲßņFŻ¼╚ĪŽ¹┴╦╦«čŁŁhŽĄĮyŻ¼▒▄├ŌūįüĒ╦«Ą─ōp║─║═ÅU╦«Ą─«a╔·Ż¼Ųõ┐šÜŌ裣h╩╣ė├Ą─▒╚└²Ė▀▀_95%Ż¼Ė³╝ėŁh▒Ż║═╣Ø─▄ĪŻ×ķ┴╦▒ŻūCš¹éĆćŖ═┐╣ż╦ćĄ─┘|┴┐Ż¼į┌ćŖŲß▀^│╠ųąŻ¼╔Ž║Ż┤¾▒Ŗ═©▀^ÖCŲ„╚╦į┌ŠĆūįäėÖz£yر─ż║±Č╚Ż¼ī”├┐┼_▄ć╔ĒūįäėÖz£yŻ¼┤_▒Żė═Ųß─ż║±Ą─Š∙ä“ąį║═Ųß─ż║±Č╚ę¬Ū¾ĪŻ
ūŅ║¾▀M╚ļ┐šŪ╗ūó┼DĘ└Ė»╣ż╦ćŁh╣ØĪŻßśī”▄ć╔Ē┐šŪ╗▓┐ĘųŻ¼×ķ┴╦Ę└ų╣╦«ĘųÜł┴¶į┌▄ć╔Ē┐šŪ╗ųąŻ¼ė░Ēæ▄ć╔Ēā╚▓┐Ę└Ė»╬gŻ¼╔Ž║Ż┤¾▒ŖŲ¹▄ćį┌ć°ā╚┬╩Ž╚ę²╚ļ┴╦┐šŪ╗ūóŽ×╝╝ągŻ¼─▄ē“▒ŻūC▄ć▌v┴╝║├Ą─Ę└Ė»╬gąį─▄ĪŻ Part4Ż║┐éčb▄ćķg Įø▀^ćŖŲß║¾Ż¼ūŅ║¾▀M╚ļ┐éčbŁh╣ØĪŻ─┐Ū░Ż¼╔Ž║Ż┤¾▒Ŗį┌┐éčb▄ćķgŠ∙▓╔ė├┴╦╚ßąį─ŻēK╗»čb┼õ╣ż╦ć▓╝ų├Ż¼īó┐éčbĘų×ķ±{±é┼ōĪóŪ░ć·ĪóĄū▒P║═▄ćķT╦─┤¾─ŻēKŻ¼┐╔ęį╩╣Ą├╬’┴Ž▌ö╦═Ė³║Ž└ĒŻ¼═¼Ģr╠ßĖ▀š¹▄ćčb┼õ┘|┴┐Ż¼Ė³┐╔ęįīŹ¼FČÓŲĮ┼_ČÓ▄ćą═╚╬ęŌ▒╚Ą─╗ņčb╔·«aĪŻ
┐éčb▄ćķg▀Ćę²╚ļ┴╦AGV╬’┴„ŽĄĮyŻ¼┼õéõ┴╦7▌vĖ▀29cmĄ─ųŪ─▄ą═ūįäėĀ┐ę²ąĪ▄ć▀Mąąčb┼õ╬’┴ŽĄ─▌ö╦═ĪŻ├┐▌vąĪ▄ćĄ─═ŽÄ¦žō▌d─▄┴”┐╔▀_1.5揯¼ØM▌dūŅ┤¾ąą±é╦┘Č╚▀_ĄĮ40m/minĪŻ ░▓═ż╣żÅSį┌āx▒Ē░Õ─ŻēKĪó’L┤░▓Ż┴¦Ą─čb┼õŁh╣Ø▀Ć▓╔ė├┴╦ÖCŲ„╚╦ūįäė═┐─z╝╝ągŻ¼┤¾┤¾╠ßĖ▀┴╦├▄ĘŌ─zĄ─═┐─©▄ē█E╝░Š½Č╚Ż¼▓Ż┴¦š│┘N║¾ÅŖČ╚Ė³Ė▀Īó├▄ĘŌąįĖ³║├ĪŻ▀@ę╗╣ż╦ćę▓╩╣Ą├▓Ż┴¦į┌░▓čb║¾Ųõ▀ģŠē¤oąĶį┘╝ėčb├▄ĘŌŚlĪŻ
į┌Ų¹▄ć╚²ÅSŻ¼├┐▌vŽ┬ŠĆ▄ć▌vČ╝ąĶĮø▀^ĘŪĮėė|╩Į▄ć▌åČ©╬╗┼_▀Mąą╦─▌åČ©╬╗║═¤¶╣ŌÖz£yĄ╚20ĒŚÖz£yĪŻļS║¾▄ć▌v▀M╚ļĄĮ▐D╣─įć“×Ę┐ā╚Ż¼į┌ąą±éĀŅæBŽ┬ī”š¹▄ć▀Mąą60ĒŚäėæB─ŻöMÖz£yŻ¼░³└©ųŲäė┴”£yįćĪóäėæBABSŽĄĮy£yįćĪóūŅĖ▀Ģr╦┘ĪóĄĪ╦┘Īó┼┼Ę┼Īó▄ć╦┘ąŻÖzĄ╚Öz£yĪŻ £yįć║ŽĖ±║¾Ą─▄ć▌vīóė╔īŻ┬Ü╚╦åTßśī”├┐ę╗▌v▄ćĄ─äėæBąą±éąį─▄║═┬ĢīWĀŅæBŻ¼į┌Ą└┬Ę£yįćł÷▀Mąą15ĘN▓╗═¼┬ĘørĄ─┬ĘįćÖz£yĪŻ┬ĘįćÖz£y═Ļ│╔║¾į┘ī”▄ć▌v▀MąąėĻ┴▄├▄ĘŌąįÖz£yĪŻį┌ėĻ┴▄Ę┐Ż¼▄ć▌vąĶĮøÜv6ĘųńŖ╚½ĘĮ╬╗360ĪŃ─ŻöM▒®ėĻśOČ╦╠ņÜŌŪķørĄ─ćŖ┴▄Ż¼«ö▄ć▌vĒś└¹═Ļ│╔╦∙ėąć└Ė±Ą─Öz£y║¾Ż¼▀@▓┐═¼Ģrę▓═Ļ│╔┴╦═Ōė^ŪÕØŹĄ─║ŽĖ±▄ć▌v▓┼┐╔ęį▀MąąūŅĮKĄ─ł¾Į╗Ż¼ū▀Ž┬╔·«aŠĆĪŻ |
 |
ųąć°Õæē║ŠW╣┘ĘĮ╬óą┼Ż║Æ▀ę╗Æ▀Ż¼┴ó╝┤ĻPūóŻĪ
ĻPūó"ųąć°Õæē║ŠW"Ż¼½@╚Ī¬Ü╝ęąąśIą┬┬ä┘YėŹĪŻ ╠Ē╝ėĘĮĘ©1Ż║ į┌Ī░╠Ē╝ė║├ėčĪ▒ųąų▒Įė╠Ē╝ė╬óą┼┘~╠¢Ż║chinaforge ╠Ē╝ėĘĮĘ©2Ż║ ╬óą┼ųąÆ▀├Ķū¾é╚Ą─Č■ŠS┤a |