─·Ą─«öŪ░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > š²╬─
─·Ą─«öŪ░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > š²╬─|
×ķ┴╦Ė▀ą¦Īóā×┘|ĪóĄ═│╔▒ŠĄžĮŌøQ▐I▄ćø_ē║╝■╔·«aå¢Ņ}Ż¼Å─ø_ē║╣ż╦ćĮŪČ╚ę¬£p╔┘ø_ē║╝■ŲĘĘNŻ¼╔·«aĢrę¬£p╔┘┼·┴┐į÷╝ė┼·┤╬Ż╗ę¬╠ßĖ▀╔·«a╣Ø┼─Ż¼£p╔┘╔·«a▐DōQĢrķgĪŻ═¼ĢrŻ¼ę¬▒M┐╔─▄Ąž▓╔ė├ć°«a░Õ┴Ž╝░Ą═│╔▒Š░Õ┴ŽĪŻ×ķ┴╦╠ßĖ▀░Õ┴Ž└¹ė├┬╩Ż¼ę╗ĘĮ├µę¬╠ßĖ▀╣ż╦ć╝░┼┼śė╦«ŲĮŻ╗┴Ēę╗ĘĮ├µę¬▒M┐╔─▄▓╔ė├ŠĒ┴ŽŻ¼▓óŪę═Ļ│╔▌p┴┐╗»Ą─╝ż╣ŌŲ┤║Ė░ÕĄ─£╩éõĪŻ═¼ĢrŻ¼×ķĮĄĄ═│╔▒ŠŻ¼į┌▒ŻūC┘|┴┐╝░╣ż╦ćę¬Ū¾Ą─Ū░╠ߎ┬Ż¼ę¬▒M┴┐£p╔┘═Č┘YĪŻ▒Š╬─Å─╣ż╦ćĪó▓─┴ŽĪóįOéõĪó─ŻŠ▀Ą╚ĮŪČ╚Ęų╬÷Š½ęµ└Ē─Ņį┌Š▀¾w╔·«aųąĄ─æ¬ė├ĪŻŠ½ęµ╔·«a┼cø_ē║╣ż╦ćĄ─ā╚į┌┬ōŽĄŻ¼╚ńłD1╦∙╩ŠĪŻ
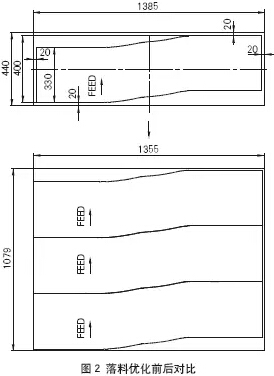
ę¬īŹ¼FĄ═│╔▒Šø_ē║╝■Ż¼Š═ę¬ėąš²┤_Ą─Īó▀m║Žūį╔ĒŲ¾śIĄ─═Č┘Y└Ē─ŅŻ¼śO┤¾Ž▐Č╚Ą─ĮĄĄ═įOéõĪó─ŻŠ▀Īó╣żčb╝░╣ż╦ć═Č┘YŻ¼▒M┐╔─▄ČÓĄž│ąō·ø_ē║╝■ŲĘĘNöĄĪŻÅ─╣ż╦ć╔Žæ¬┐╝æ]ę╗─ŻČÓ╝■Ż¼ęį║Ž│╔▒M┴┐╔┘Ą─ŲĘĘNŻ¼Å─Č°│ąō·Ė³ČÓĄ─╝■öĄĪŻ─┐Ū░ę╗Ų¹▐I▄ć╣½╦Šø_ē║▄ćķg│ąō·Ą─ø_ē║╝■ŲĘĘNöĄ┴┐į┌ć°ā╚═ŌČ╝ī┘ė┌▒╚▌^ČÓĄ─ĪŻ×ķ┴╦▒ŻūCČÓŲĘĘNĄ─╔·«a┼┼▓╝Ż¼ąĶę¬£p╔┘┼·┴┐į÷╝ė┼·┤╬Ż¼▒žĒÜę¬╠ßĖ▀╔·«a╣Ø┼─Ż¼£p╔┘▌oų·╔·«aĢrķgĪŻę“┤╦Ż¼Å─╣ż╦ć╔Žę¬┐╝æ]å╬äėē║┴”ÖCĪóĖ▀ą¦ūįäė╗»Ż¼ęįų┴ė┌ÖMŚU╩ĮČÓ╣ż╬╗Ż¼═¼Ģrę¬Å─╣ż╦ćĖ▀Č╚ĮŌøQ╔·«a▐DōQĄ─å¢Ņ}ĪŻ ├½┼„£╩éõ ═Č┘YįŁät ▒M┴┐└¹ė├įŁėą┘Y«aŻ¼░³└©ÅSĘ┐Īó╣żĄžĪó┬õ┴Žē║ÖCĪó╝¶┤▓Ą╚ĪŻ×ķ╠ßĖ▀ą¦┬╩Ż¼ĻPµIįOéõ▓╔ė├▀M┐┌Ż¼Ųõ╦¹įOéõ▓╔ė├ć°«aĪŻÅ─╣ż╦ćęÄäØĘĮ├µ┐╝æ]Ż¼╝ż╣ŌŲ┤║ĖŠĆ═¼╝ż╣ŌŲ┤║Ė┬õ┴Ž─ŻīŹ¼F╗źčaŻ¼ķ_ŠĒ┬õ┴ŽŠĆ═¼ķ_ŠĒ╝¶ŪąŠĆīŹ¼F╗źčaĪŻĮY║Žć°ļHŲĘ┼Ų╣½╦Š┐┤║├ųąć°╩ął÷Ą─ą─└ĒŻ¼īóĢ■ęį▌^Ą═ār═Čś╦Ą─īŹļHŪķørŻ¼ĻPµIįOéõīŹ╩®ĘĮ░Ė╚ńŽ┬Ż║ó┼╝ż╣ŌŲ┤║ĖŠĆę²▀Mć°ļHūŅŽ╚▀MĄ─įOéõŻ¼įOéõĦ║Ė┐pčaāö╣”─▄Ż¼┐╔ĮĄĄ═ī”─ŻŠ▀╝╝ągĄ─ę¬Ū¾ĪŻ┤_▒Żę“▄ćą═ūā╗»Č°▓╗öÓķ_░lĄ──ŻŠ▀ć°«a╗»Ä¦üĒĄ─═Č╚ļŻ¼├┐éĆ▄ćą═╝s╩«Äū╠ūĄ──ŻŠ▀ķ_░l┘Mė├╝s┐╔ĮĄĄ══Č┘Y300╚fį¬ĪŻóŲį┌▒ŻūC┘|┴┐Ą─Ū░╠ߎ┬Ż¼ķ_ŠĒ┬õ┴ŽŠĆ▓╔ė├ć°ļHųą╔Ž╦«ŲĮĄ─įOéõŻ¼īŹ¼Fā╚═Ō▒Ē├µ╝■Ą─┬õ┴Ž╝░═Ō▒Ē├µ╝■Ą─╝¶ŪąĪŻ╝¶ŪąŠĆ╔·«aā╚▓┐╝■×ķų„Ż¼▓╔ė├ęįę¬Ū¾╣Ø┼─×ķų„Ż¼┼õų├▌^Ą═Ą─▀M┐┌ŠĆŻ¼┤¾╝s┐╔ĮĄĄ══Č┘Y3000Ī½4000╚fį¬ĪŻ─┐Ū░Ż¼įOéõÅS╝ęęčĮøčąųŲ│÷▀m║Žė┌ČÓŲĘĘNĪóąĪ┼·┴┐Ą─╝ż╣Ō┬õ┴ŽŠĆŻ¼▀@īó×ķĖ„ø_ē║╝■╔·«aÅS╝ę╠ß╣®Ė³ČÓĄ─▀xō±ĪŻ ├½┼„╔·«aŠĆĄ─╣ż╦ć▀^│╠Īó─▄┴”╝░╠ž³c Ė∙ō■Ų¹▄ćųŲįņ╝╝ągųąø_ē║╣ż╦ćī”░Õ┴ŽĄ─ę¬Ū¾Ż¼į┌┼õ╦═ųąą─═ČĮ©Ą─╔·«aŠĆę╗░ŃėąÄūĘNą╬╩ĮĪŻķ_ŠĒ╝¶ŪąŠĆīŹ¼FĘĮą╬┴ŽĄ─╝¶ŪąŻ¼įOéõų„ę¬░³└©ķ_ŠĒÖCĪó│Cų▒ÖCĪó╝¶░ÕÖC║═░Õ┴ŽČčČŌčbų├ĪŻķ_ŠĒ┬õ┴ŽŠĆų„ę¬═Ļ│╔«Éą╬░Õ┴ŽĄ─╝ė╣ż▓ó┼õėąö[╝¶─ŻŻ¼įOéõų„ę¬░³└©ķ_ŠĒÖCĪó░Õ┴ŽŪÕŽ┤ÖCĪó│Cų▒ÖCĪó░Õ┴ŽŠÅø_čbų├Īó░Õ┴Žī”ųąčbų├Īó╦═┴ŽÖCśŗĪó┬õ┴Žē║┴”ÖC║═░Õ┴ŽČčČŌčbų├ĪŻ×ķ£p▌p░ū▄ć╔Ēųž┴┐▓ó▒ŻūCŲ¹▄ćĮYśŗ╝■Ą─äéąįŻ¼╝ż╣ŌŲ┤║Ė░Õ┴ŽĄ─╩╣ė├įĮüĒįĮŲš╝░Ż¼į┌╗IĮ©╝ė╣ż┼õ╦═ųąą─Ģr┐╔į÷Į©ę╗Śl╝ż╣ŌŲ┤║ĖŠĆĪŻ ╠ßĖ▀▓─┴Ž└¹ė├┬╩Ą─╗∙▒Š╩ųČ╬ ╝¶ŪąėÓ┴ŽĘų×ķā╔▓┐ĘųŻ¼Ū░Č╦Ą─ėÓ┴Ž╩Ūęį300mm×ķ▓ĮŠÓ╝¶ŪąĄ¶Ż¼─┐Ą─╩ŪŽ¹│²Ū░Č╦Ą─öÓ├µ╚▒Ž▌║═╚ź│²õōŠĒūŅ═Ō├µĄ─1Ī½2īė▓─┴ŽŻ¼ęįŽ¹│²▀\▌öĄ─┐─┼÷║═└”ĮēėĪ║█Ż¼▒ŻūC▓─┴ŽĄ─▒Ē├µ┘|┴┐ĪŻ╬▓Č╦ėÓ┴Ž╚źĄ¶Ą──┐Ą─╩ŪŽ¹│²╬▓Č╦õōŠĒĄ─äØ║█║═▓╗ē“ę╗š¹Åł┴ŽĄ─ėÓ┴ŽĪŻ ßśī”▓╗═¼«aŲĘī”ė┌▒Ē├µ┘|┴┐Ą─▓╗═¼ę¬Ū¾Ż¼öMČ©┴╦ęįŽ┬ÄūĘN£p╔┘▓─┴ŽŽ¹║─Ą─ĘĮĘ©Ż║ó┼ī”ė┌▒Ē├µ┘|┴┐ę¬Ū¾▓╗Ė▀Ą─ā╚▒Ē├µ┴Ń╝■Ż¼Ū░Č╦ų╗╚źĄ¶300mmŻ¼╬▓Č╦╚ź│²ūŅ║¾▓╗ØMūŃķ_ŠĒŠĆ╔·«aŚl╝■Ą─▓┐ĘųŻ¼Ė∙ō■ųŲ╝■▀M┴Ž▓ĮŠÓĄ─▓╗═¼Ż¼ōp║─į┌3000Ī½5000mmĪŻóŲ═Ō▒Ē├µ╝■Ū░Č╦╚źĄ¶ŠĒ┴ŽūŅ═Ō├µĄ─ę╗īėŻ¼Ė∙ō■ŠĒ┴Ž═ŌÅĮ▓╗═¼Ż¼ę╗░Ń×ķ4000mmū¾ėęŻ¼┴Ž╬▓┼cā╚░ÕŽÓ═¼Ż¼╚į▀xō±ūŅąĪł¾ÅU│▀┤ńŻ¼ę╗░Ń×ķ3000Ī½5000mmĪŻ▓╔╚Ī▀@ĘNĘĮ╩Įī”ė┌ā╚░Õ┴Ń╝■ø]ėą├„’@Ą─┘|┴┐ė░ĒæŻ¼ī”ė┌═Ō░Õ┴Ń╝■ėąĢrĢ■│÷¼F▓╗║ŽĖ±┴Ž═Č╚ļ╔·«aĄ─å¢Ņ}Ż¼═©▀^į┌╔·«a¼Fł÷▀Mąą╔·«aŪ░ĶbČ©Ą─ĘĮ╩ĮŻ¼ī”ė┌┤_īŹ▓╗─▄ė├ė┌╔·«aĄ─▓─┴Ž┴¶ū„─ŻŠ▀š{įćė├ĪŻ═©▀^▀@ĘNĘĮ╩ĮŻ¼Ė─ūā┴╦é„ĮyĄ─ķ_ŠĒ╝¶ŪąŻ©╗“┬õ┴ŽŻ®ā╚░ÕŪ░║¾Ė„╚ź5mĪó═Ō░ÕŪ░║¾Ė„10mĄ─ū÷Ę©Ż¼ĮĄĄ═┴╦å╬╝■Ž¹║─Č©Ņ~ĪŻ įŁ▓─┴ŽĮĄ│╔▒ŠĄ─╦╝┬Ę ó┼▀Mąą▐I▄ć▄ć╔Ē▓─┴Ž▐D╗»Ż¼į┌▒ŻūCąį─▄Ą─Ū░╠ߎ┬Ż¼▒M┐╔─▄╩╣ė├Ą═│╔▒Š▓─┴ŽĪŻ į┌▒ŻūCš¹▄ćąį─▄Ą─Ū░╠ߎ┬Ż¼Ė─ūā▐I▄ć▄ć╔Ē▒Ē├µ╠Ä└Ēõō░Õ¾wŽĄŻ¼═Ļ│╔Å─▀M┐┌Õā─żļŖÕāõ\õō░Õ▐D╗»×ķļŖÕāõ\┴ū╗»Ż©═ŌĖ▓╔w╝■Ż®õō░Õ╝░¤ßÕāõ\Ż©ā╚▓┐╝■Ż®õō░ÕŻ¼═Ļ│╔┴Ń╝■õōĘN▐D╗»Ż¼┤_Č©╝╝ągś╦£╩Ż╗▀Mąąõō░Õ─═╬gąįĪó│╔ą╬ąįĪó³c║Ė╝░═┐Ųßæ¬ė├蹊┐╝░║µ┐Šė▓╗»õō░Õąį─▄Ė─▀MŻ╗═Ļ│╔╔·«aŠĆø_ē║╣ż╦ć╝░║ĖĮė╣ż╦ćš{š¹Ż¼┘|┴┐▀_ĄĮįŁ«aŲĘįOėŗę¬Ū¾ĪŻ═Ļ│╔ČÓéĆŲĘĘN┴Ń╝■▓─┴ŽĄ─▐D╗»ĪóšJūC╝░æ¬ė├╣żū„Ż¼ĮĄĄ═įŁ▓─┴Ž▓╔┘Å│╔▒ŠĪŻ ╚ńį┌─│║Žū„▄ćą═«aŲĘįOėŗĢrŻ¼«öĢr▓╔ė├Ą─╩Ū╚š▒Šą┬╚šĶF╣½╦Š╔·«aĄ─Õāõ\Ė▓─ż░ÕŻ¼▀@ĘN▓─┴Ž╩Ūć°═Ō─│Ų¹▄ć╣½╦Š║═ą┬╚šĶF╣½╦Š║Žū„ą┬ķ_░lĄ─ą┬ą═īŻ└¹▓─┴ŽĪŻį┌▀mæ¬ø_ē║╝■Å═ļs│╔ą╬ĘĮ├µėąų°ĮĄĄ═─”▓┴ŽĄöĄĪóÕāīėĖĮų°┴”ÅŖĄ─╠ž³cŻ¼═¼Ģrė╔ė┌£p╔┘┴╦õ\īė║±Č╚ī”║ĖĮė╣ż╦ćę▓ėąęµ╠ÄĪŻĄ½š²╩Ūė╔ė┌░Õ▓─╩ŪīŻ└¹«aŲĘŻ¼įņ│╔▓╔┘ÅārĖ±Ė▀Īó╣®žø╝░Ģrąį▓ŅĄ╚’LļUĪŻīżŪ¾▓─┴Ž╠µ┤·╣żū„ę╗ų▒╩Ū╬ęéāūĘŪ¾Ą──┐ś╦Ż¼─┐Ū░ęčĮø═Ļ│╔┴╦15éĆŲĘĘN24éĆ┴Ń╝■Ą─▓─┴Ž╠µ┤·╣żū„ĪŻ ø_ē║╝■╩╣ė├ć°«a¤ßÕāõ\░Õ▀Mąą╠µ┤·Ą─ų„ę¬└¦ļy▒Ē¼Fį┌ęįŽ┬ÄūéĆĘĮ├µŻ║1)¤ßÕāõ\░Õ▓─┴ŽĄ──”▓┴ūĶ┴”▌^ļŖÕāõ\░Õ├„’@į÷┤¾Ż¼ŽÓī”ė┌Õāõ\Ė▓─ż░Õ▓ŅäeĖ³┤¾Ż¼į┌įć“×ųą▒Ē¼F×ķ╩▄▓─┴Ž┴„äėūĶ┴”┤¾Ą─ė░ĒæŻ¼ųŲ╝■ķ_┴čāAŽ“╩«Ęųć└ųžĪŻ2)õ\īėĮY║Ž─▄┴”▓ŅŻ¼╚▌ęū├ō┬õ╗“┼c─ŻŠ▀░l╔·š│ĮėŻ¼ą╬│╔Ęeą╝┴÷Ż¼įņ│╔ųŲ╝■äØé¹▀Mę╗▓Į╝ėäĪķ_┴čāAŽ“ĪŻ3)╩▄ūĶ┴”╝ė┤¾ė░ĒæŻ¼ųŲ╝■│÷¼Fūāą╬▓╗Š∙Ą─å¢Ņ}Ż¼«a╔·╗žÅŚįņ│╔ųŲ╝■▌å└¬│▀┤ńūā╗»ĪŻßśī”▀@ą®å¢Ņ}Ż¼╬ęéā▓╔╚ĪęįŽ┬┤ļ╩®ī”ø_ē║╣ż╦ćģóöĄ║═─ŻŠ▀▀Mąąš{š¹Ż║1)═©▀^Ė─ūā═┐ė═ģ^ė“║══┐ė═┴┐Ė─╔Ų▓─┴Ž┴„äėūĶ┴”┤¾║═õ\īė├ō┬õĄ─å¢Ņ}ĪŻ2)═©▀^Ė─╔Ų─ŻŠ▀łAĮŪą╬ĀŅĪó╠ßĖ▀╣ŌØŹČ╚║═─ŻŠ▀▒Ē├µė▓╗»ĮĄĄ═▓─┴Ž┴„äėūĶ┴”║═▒▄├Ō─ŻŠ▀▒Ē├µäØé¹ĪŻ3)═©▀^ą▐Ė─▓─┴ŽČ©╬╗╬╗ų├║═š{š¹▓─┴Žą╬ĀŅÅøča▓─┴Žū▀┴Ž┌ģä▌ūā╗»įņ│╔▀M┴ŽĀŅæBūā╗»Ą─ė░ĒæĪŻ óŲ╠ßĖ▀▓─┴Ž└¹ė├┬╩ĪŻ 1)▓╔ė├¤oÅU┴Ž┬õ┴ŽĘĮ╩Į┐sąĪķ_ŠĒ┬õ┴Ž▓ĮŠÓŻ¼▀_ĄĮĮĄĄ═Ž¹║─Č©Ņ~Ą──┐Ą─ĪŻ╚ń─│▄ćą═░läėÖCšųā╚░ÕįŁķ_ŠĒ╝¶ŪąęÄĖ±×ķ1700mmĪ┴1320mmŻ¼╩╣ė├░läėÖCšų═Ō░Õ┬õ┴Ž─ŻŠ▀╔·«aĢr▓─┴Ž▀MĮo▓ĮŠÓÅ─1320mm£p╔┘×ķ1170mmŻ¼å╬╝■ĮĄĄ═Ž¹║─Č©Ņ~1.1kgĪŻ║¾Ų┌▓╔ė├╗Īą╬ĄČ╝¶Ūą▀MąąĖ─▀MŻ¼▓─┴Ž└¹ė├┬╩╝░╔·«aą¦┬╩Ģ■Ė³╝ė├„’@ĪŻ 2)═©▀^ī”¼Fėą╝ż╣ŌŲ┤║Ė░Õ┬õ┴Ž▓─┴Ž┼┼śė▀Mąąā×╗»Ż¼į┌╣ż╦ć╔Ž▒ŻūCŲ┤║Ė▓┐╬╗öÓ├µ┘|┴┐ę¬Ū¾║═ŠSą▐ę¬Ū¾Ą─Ū░╠ߎ┬Ż¼═©▀^īóÄūĘN┴Ń╝■Ą─┬õ┴Ž╣ż╦ćĖ─×ķ¤oÅU┴Ž╗“╔┘ÅU┴ŽĄ─ķ_ŠĒ┬õ┴Ž╣ż╦ćŻ¼ęį╝░Ųõ╦³▓╗▀m║Ž▓╔ė├ķ_ŠĒ┬õ┴Ž╣ż╦ćĄ─┴Ń╝■ā×╗»┬õ┴Ž┼┼śėŻ¼┐╔śO┤¾ĮĄĄ═▓─┴ŽŽ¹║─Č©Ņ~ĪŻ─│┴Ń╝■┬õ┴Žā×╗»Ū░║¾ī”▒╚Ż¼╚ńłD2╦∙╩ŠĪŻ
3)ā×╗»¼F╔·«aųą╩╣ė├Ą─░Õ┴ŽęÄĖ±ĪŻ╚ńī”¼Fėą╔·«aųąĄ──│▄ćą═ķTā╚░ÕĄ╚┴Ń╝■Ą─└Łčė╝■▀MąąšJšµĘų╬÷┼cīŹ“ד×ūCŻ¼┤_šJ├½┼„▓─┴ŽśOŽ▐│▀┤ńŻ¼Įø▀^Ę┤Å═š{įć║═┼·┴┐╔·«aĘĆČ©ąį“×ūCŻ¼═Ļ│╔įō▄ćą═ķTā╚░ÕĄ─▓─┴ŽęÄĖ±ą▐Ė─╣żū„ĪŻ |
 |
ųąć°Õæē║ŠW╣┘ĘĮ╬óą┼Ż║Æ▀ę╗Æ▀Ż¼┴ó╝┤ĻPūóŻĪ
ĻPūó"ųąć°Õæē║ŠW"Ż¼½@╚Ī¬Ü╝ęąąśIą┬┬ä┘YėŹĪŻ ╠Ē╝ėĘĮĘ©1Ż║ į┌Ī░╠Ē╝ė║├ėčĪ▒ųąų▒Įė╠Ē╝ė╬óą┼┘~╠¢Ż║chinaforge ╠Ē╝ėĘĮĘ©2Ż║ ╬óą┼ųąÆ▀├Ķū¾é╚Ą─Č■ŠS┤a |