─·Ą─«ö(d©Īng)Ū░╬╗ų├: ╩ūĒō(y©©) > ┘YėŹųąą─ > ąąśI(y©©)┘YėŹ > š²╬─
─·Ą─«ö(d©Īng)Ū░╬╗ų├: ╩ūĒō(y©©) > ┘YėŹųąą─ > ąąśI(y©©)┘YėŹ > š²╬─|
└õÕ棞Õæ╝╝ąg(sh©┤)Ą─æ¬(y©®ng)ė├ └õÕæ╣ż╦ćį┌Ų¹▄ć(ch©ź)┴Ń╝■Ą─╔·«a(ch©Żn)╔ŽĄ├ĄĮ┤¾┴┐æ¬(y©®ng)ė├Ż¼ć°(gu©«)ā╚(n©©i)Ą─╩╣ė├ę▓įĮüĒ(l©ói)įĮÅVĘ║Ż¼└õÕæ╣ż╦ć▀mė├ė┌ųąąĪą═Õæ╝■Ą─┤¾┼·┴┐╔·«a(ch©Żn)Ż¼▓╗āHÕæ╝■Ą─═Ōė^ą╬ĀŅĄ├ĄĮĖ─╔ŲŻ¼╣Ø(ji©”)─▄ą¦╣¹ę▓▒╚▌^’@ų°ĪŻ ó┼Ų¹▄ć(ch©ź)ūā╦┘Žõ▌ö│÷▌SĄ─└õöDē║╣ż╦ćĪŻįō«a(ch©Żn)ŲĘ╚ńłD5╦∙╩ŠĪŻįO(sh©©)ėŗ(j©¼)▓╔ė├╚²Ą└└õöDē║│╔ą╬Ż¼▓─┴Žų┤╬ūāą╬Ż¼ūŅĮK│╔ą╬ĪŻįō«a(ch©Żn)ŲĘ▓─┘|(zh©¼)×ķ16MnCr5GŻ¼Õæįņ╔·«a(ch©Żn)╣żą“?y©żn)ķŻ║õÅ┤▓Ž┬┴ŽĪ·▄?ch©ź)═ŌłAĪ·═╦╗Ī·ćŖ═ĶĪ·┴ūįĒ╗»Ī·╚²┤╬öDē║ĪŻ
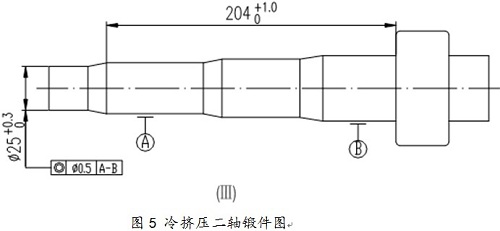
į┌Ą┌ę╗Ą└═Ļ╣ż║¾Ż¼┐╔ęį▀B└m(x©┤)▀M(j©¼n)ąą║¾└m(x©┤)ā╔Ą└öDē║Č°¤o(w©▓)ąĶį┘┤╬įĒ╗»ĪŻ└õöDē║Ą─Ą┌Č■▌SÕæ╝■Ż¼═Ō▒Ē├└ė^Ż¼│▀┤ńŠ½Č╚Ė▀Ż¼╝ė╣żėÓ┴┐ąĪŻ¼┘|(zh©¼)┴┐ĘĆ(w©¦n)Č©Ż¼▒╚¤ßÕæ╝■Ė³╩▄┐═æ¶(h©┤)Ą─ÜgėŁĪŻ óŲŲ¹▄ć(ch©ź)░ļ▌S╠ū╣▄└õöDē║┐sÅĮĪŻįō«a(ch©Żn)ŲĘė├ė┌ę└ŠS┐┬Ĺ╩Įžø▄ć(ch©ź)Ą─║¾ś“Ż¼╩Ūė╔¤o(w©▓)┐põō╣▄ę╗Č╦┐sÅĮČ°│╔Ą─ūāÅĮ╣▄«a(ch©Żn)ŲĘŻ¼ę¬Ū¾į┌┐sÅĮĢr(sh©¬)Įž├µ▀^(gu©░)Č╔Č╬Ą─▒┌║±▀ĆąĶį÷║±ĪŻįŁ╣ż╦ć╩Ūė├¤o(w©▓)┐põō╣▄ā╔┤╬Õæįņ┐sÅĮą╬│╔Ą─ĪŻĄ┌ę╗┤╬ūāą╬╩Ūį┌─ŻŠ▀ā╚(n©©i)ĒöÕæ│╔╣─ĀŅŻ¼╩╣┐sÅĮ▀^(gu©░)Č╔╠ÄĄ─▒┌║±į÷╝ėŻ¼╚╗║¾Ą┌Č■┤╬╝ė¤ßį┘┐sÅĮŻ¼ā╔┤╬╝ė¤ß╩╣ė├═¼ę╗┼_(t©ói)╚╝ė═ĀtĪŻ╬ęéā░čę└ŠS┐┬Ų¹▄ć(ch©ź)░ļ▌S╠ū╣▄Ą─│╔ą╬╣ż╦ćĖ─│╔┴╦└õöDē║Ż¼įō«a(ch©Żn)ŲĘĄ─▓─┴Ž×ķ25MnCr¤o(w©▓)┐põō╣▄Ż¼öDē║Ū░¤o(w©▓)ąĶ▀M(j©¼n)ąą═╦╗,å╬╝■«a(ch©Żn)ŲĘĄ──▄║─āH×ķĖ─▀M(j©¼n)Ū░Ą─1/2Ż¼─▄į┤│╔▒Š┤¾┤¾Ž┬ĮĄĪŻ └õÕæÕæ╝■Ą─▓─┴Ž▀xō±ĘČć·ėąŽ▐Ż¼ėąą®▓─┴ŽąĶę¬Įø(j©®ng)═╦╗╠Ä└ĒŻ¼ė░Ēæ─▄║─Ż¼æ¬(y©®ng)ŠC║Ž┐╝æ]ĪŻī”(du©¼)ė┌┼·┴┐▌^┤¾Ą─ųąąĪÕæ╝■Ż¼└õÕæ╣ż╦ć╚į╚╗╩Ūę╗éĆ(g©©)╣Ø(ji©”)─▄ĮĄ║─Ą─Ž╚▀M(j©¼n)╣ż╦ćĪŻ óŪ£žÕæ╣ż╦ćį┌Ų¹▄ć(ch©ź)é„äė(d©░ng)▌S┴Ń╝■╔ŽĄ─æ¬(y©®ng)ė├ĪŻĄ╚╦┘╚f(w©żn)Ž“╣Ø(ji©”)╔ŽĄ─ńŖą╬šųÕæ╝■ąĶŪ¾┴┐┤¾Ż¼ÕæįņĘĮ╩Įėą¤ßÕæĪóńģÕæ║═£žÕæĪŻłD6╩ŪŲõųąę╗ĘNĪŻė╔ė┌ā╚(n©©i)Ū╗Ęų▓╝ėąŪ“Ą└Ż¼Ū“Ą└ūŅĮK═©▀^(gu©░)└õöDē║│╔ą╬Č°¤o(w©▓)ąĶÖC(j©®)ąĄ╝ė╣żŻ¼╣ż╦ć▀xō±┴╦£žÕæ+└õöDē║ĪŻ┼„┴Ž╝ė¤ßĄĮ900ĪµŻ¼2000tÕæē║ÖC(j©®)5éĆ(g©©)╣ż▓Į═Ļ│╔ÕæįņŻ¼▓╔ė├ūįäė(d©░ng)╗»│╠Č╚Ė▀Ą─▓Į▀M(j©¼n)┴║īŹ(sh©¬)╩®▓┘ū„Ż¼Õæ║¾┐ž£ž└õģsŻ¼▒Ē├µćŖ═ĶŻ¼└õöDē║═Ļ│╔═Ō▒┌║═ā╚(n©©i)Ū╗ė═Ą└Ą─│╔ą╬ĪŻįō╣ż╦ćŠ▀ėą╔·«a(ch©Żn)ą¦┬╩Ė▀Ż¼│▀┤ńŠ½Č╚Ė▀Ż¼ŽÓ▒╚¤ßÕæČ°čįŻ¼╝ė¤ß─▄║─▀Ć┐╔ęįĮĄĄ═1/3ĪŻ
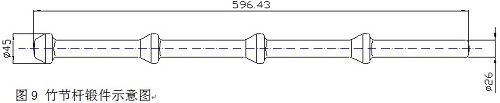
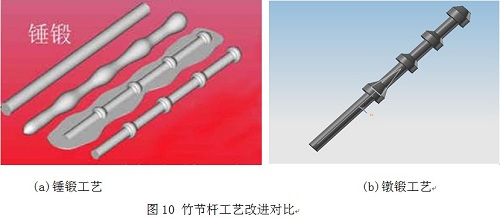
ā×(y©Łu)╗»«a(ch©Żn)ŲĘŻ¼╠ßĖ▀▓─┴Ž└¹ė├┬╩ ÕæįņąąśI(y©©)Ž¹║─┤¾┴┐Ą─įŁ▓─┴ŽŻ¼ęįŲ¹▄ć(ch©ź)Õæ╝■×ķ└²Ż¼õō▓─┘M(f©©i)ė├š╝┐é│╔▒ŠĄ─60%ū¾ėęŻ¼õō▓─Ą─╔·«a(ch©Żn)ąĶꬎ¹║─┤¾┴┐─▄į┤Ż¼ę“┤╦ā×(y©Łu)╗»Õæ╝■įO(sh©©)ėŗ(j©¼)Ż¼╠ßĖ▀▓─┴Ž└¹ė├┬╩ę▓╩Ū╣Ø(ji©”)─▄Ą─ę╗éĆ(g©©)═ŠÅĮĪŻ ó┼─ŻÕæ╝■ųŲ┼„╣żą“Ą─ā×(y©Łu)╗»ĪŻā×(y©Łu)╗»ųŲ┼„╣żą“┐╔ęį╩╣┼„┴Ž▒M┐╔─▄┼cÕæ╝■Įž├µ╬Ū║ŽĪŻµ£▄ē╣Ø(ji©”)Õæ╝■Įø(j©®ng)▀^(gu©░)ā×(y©Łu)╗»Ż¼▓─┴Ž└¹ė├┬╩╠ßĖ▀10%Ż¼Å─’w▀ģĄ─┤¾ąĪ┐╔ęį┐┤│÷Ż¼Ė─▀M(j©¼n)Ū░║¾Ż¼’w▀ģĄ─┤¾ąĪ░l(f©Ī)╔·║▄┤¾ūā╗»ĪŻĄ½╩ŪŻ¼║▄ČÓĢr(sh©¬)║“Ż¼─ŻÕæ╝■Ą─ą¦┬╩Ė³╝ėųžę¬Ż¼į÷╝ėųŲ┼„╗“š▀ųŲ┼„╣żą“Å═(f©┤)ļs║─Ģr(sh©¬)Ż¼Č╝Ģ■(hu©¼)ė░Ēæą¦┬╩ĪŻ═©│Ż▓╔╚Ī░čųŲ┼„╣żą“ęŲĄĮ═Ō├µŻ¼╩╣ė├▌üÕæÖC(j©®)╗“Ė▀╦┘?z©©ng)_┤▓ųŲ┼„Ż¼ęį╣Ø(ji©”)╝sų„ÖC(j©®)ėąą¦╣żĢr(sh©¬)ĪŻ
óŲ▓╔ė├ķ]╩ĮÕæįņ╣ż╦ćĪŻķ]╩ĮÕæįņŠ▀ėą▓─┴Ž└¹ė├┬╩Ė▀ĪóÕæ╝■Š½Č╚Ė▀Ą─╠ž³c(di©Żn)Ż¼╠žäe▀m║Žė┌╗ž▐D(zhu©Żn)¾wÕæ╝■ĪŻ─ŽŲ¹Õæįņ═©▀^(gu©░)ī”(du©¼)²X▌åÕæ╝■Ą─╣ż╦ćĖ─▀M(j©¼n)Ż¼į┌730t─”▓┴ē║┴”ÖC(j©®)╔Žė├ķ]╩ĮĘĮ╩Į╚Ī┤·įŁ1600tÕæē║ÖC(j©®)ķ_(k©Īi)╩ĮÕæįņŻ¼▒Ē1╩ŪĖ─▀M(j©¼n)Ū░║¾Ż¼▓─┴Ž└¹ė├┬╩Ą─ī”(du©¼)▒╚ĪŻ
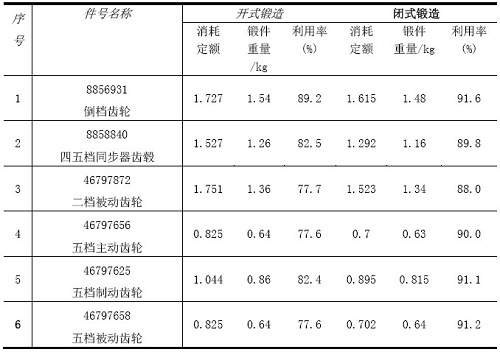
ķ]╩ĮÕæįņ▒╚ķ_(k©Īi)╩ĮÕæįņ▓─┴Ž└¹ė├┬╩ŲĮŠ∙╠ßĖ▀9.1%Ż¼Õæ╝■Ą─╝ė╣żėÓ┴┐Š∙ä“Ż¼╝ė╣ż┴┐£p╔┘Ż¼╩▄ĄĮ┐═æ¶(h©┤)ÜgėŁĪŻĄ½ķ]╩ĮÕæįņī”(du©¼)Ž┬┴Žę¬Ū¾▌^Ė▀Ż¼─ŻŠ▀ē█├³ŽÓī”(du©¼)Č╠ę╗ą®Ż¼ÕæįņĄ─╔·«a(ch©Żn)ą¦┬╩ę▓ėą╦∙Ž┬ĮĄŻ¼æ¬(y©®ng)ŠC║Ž┐╝æ]ĪŻ óŪęįÕæ┤·ŪąŻ¼ĮĄĄ═ŪąŽ„╝ė╣ż│╔▒ŠĪŻµ£▄ē╣Ø(ji©”)Ą─ā╔éĆ(g©©)é╚(c©©)├µ║═┤░┐┌┬▌─Ėū∙╩ŪÕæ║¾ė├ŃŖ┤▓║═└Ł┤▓╝ė╣ż│÷üĒ(l©ói)Ą─Ż¼─ŽŲ¹ÕæįņĮø(j©®ng)▀^(gu©░)öĄ(sh©┤)─ĻĄ─┼¼┴”Ż¼į┌ÕæįņĄ─Ūą▀ģø_┐ū▀^(gu©░)│╠ųąŻ¼└¹ė├Ą¬?d©▓)ŌÅŚ╗╔ē║Šo╣ż╝■Ż¼īóā╔é╚(c©©)├µ║═┬▌─Ėū∙├µø_Ūą│÷ŲĮ├µŻ¼ęį╚Ī┤·ÖC(j©®)ąĄ╝ė╣żĪŻįōĒŚ(xi©żng)─┐═Č╚ļ╩╣ė├║¾Ż¼├┐╝■«a(ch©Żn)ŲĘ┐╔╣Ø(ji©”)╝s╝ė╣ż╣żĢr(sh©¬)1/3ĪŻ
|